The first part of the engine I machined was not the block, but the
valves. I did this because they were easy, available at the time, and
my rotating kit had not yet arrived. In order to machine the cylinder
block the piston size must first be measured, then the cylinders can be
bored and honed to size with the proper tolerances.
After receiving the parts, I measured the pistons with a micrometer and
recorded the diameter. All were 4.029 inches, with a variance of up to
one thousandth. I then bored each cylinder to 4.024 inches, and then
honed each cylinder to size in relation to its corresponding piston.
This way each cylinder is up to two thousandths larger than the piston
within, which is the spec for Keith Black hypereutectic pistons. After
honing, I mocked up the rotating assembly to measure piston-to-deck height.
It was here that I ran into a problem.
My pistons are a high quench design, which means they have a extra tall step
to produce extra quench inside the cylinder. Up to a certain point,
high quench causes the air/fuel charge to compress inside a specific area of
the combustion chamber, leading to less chance of detonation, higher
efficiency, and ability to run less advanced ignition timing, which frees up
power and produces higher mileage with lower emissions while running a lower
octane fuel. The problem I ran into stemmed from how deep the piston
face was in the bore, and how much the step protruded above the deck.
Generally, for a performance engine, you want the pistons at zero deck.
This means the face of the piston is at the same height as the deck surface
in order to produce the highest amount of compression. In an emissions
engine, like this build will produce, you don't want so much compression, as
that would produce higher NOx emissions and potentially fail the vehicle on
the smog dyno. My pistons, as measured, were 0.105 inches down in the
bore on the face, and 0.076 inches above on the step. Plugging the
numbers into a compression ratio calculator gave me a ratio of 7.5:1, a
whole point less than what I started with! This caused me great
distress for about a week, as I mulled over how to raise the compression
without milling material off the pistons, which would have necessitated
rebalancing the crankshaft, or milling an excessive amount of material off
the block deck and the head surfaces. I finally figured out that I
could get close to my goal of 9.3:1 compression by removing 0.040 inches off
the deck, 0.050 inches off the head surface, and using a 0.028 inch thick
head gasket. However, just to be sure, I called KB Pistons to confirm.
As it turns out, my pistons were almost completely within spec. They
are designed to run approximately 0.095 inches down, with the step rising
above the deck 0.080 inches. This will produce 9.0:1 compression in a
head with a 72cc chamber volume, which are what my heads currently are.
If I had gone through and milled off that much material, I'd be looking at a
compression ratio of about 12:1, which is far too much for California 91
octane pig piss gasoline, much less 87. So instead, I'm going to mill
0.015 inches off the deck, 0.015 off the heads, run a standard 0.022 inch
thick head gasket, and get about 9.4:1 compression, enough for some good
power output will still staying within the realm of pump gas.
I also took my miscellaneous bead blasted parts and painted them Rustoleum
glossy black. I'm going to paint the engine itself Chrysler Blue, and I
think having glossy black accessory brackets, pulleys, and the like will
look quite nice.
 |
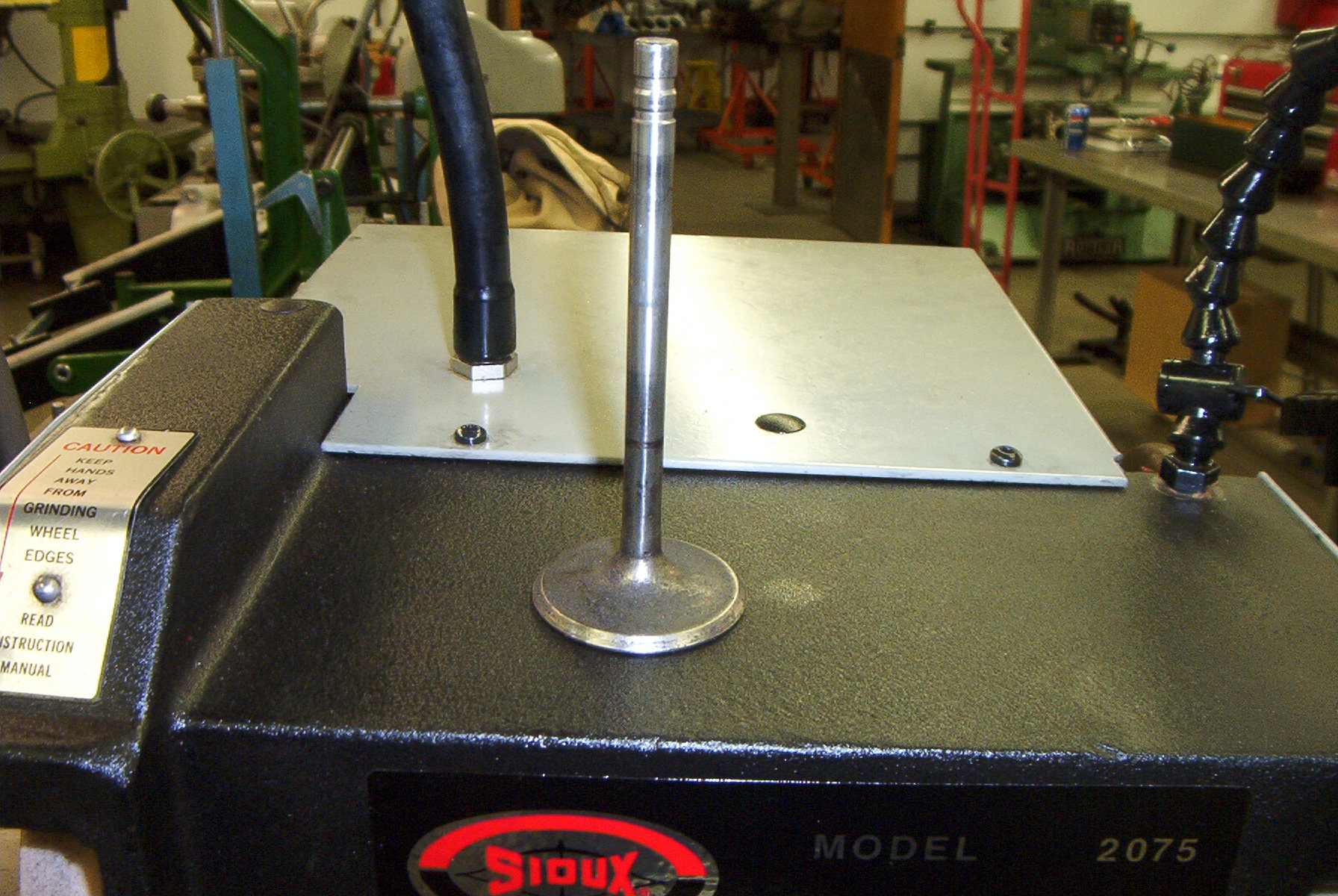
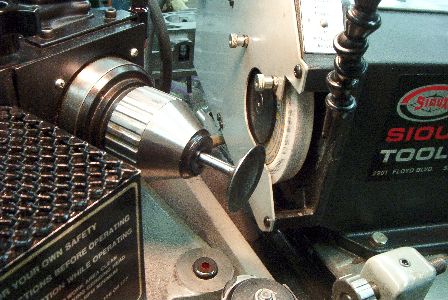
This is a valve refacing
machine. The valves are secured in the chuck on the left and spun
between 150 and 300 RPM, depending on the valve size. As they
rotate, they are brought into contact with the grinding wheel in the
middle, and passed back and forth until the face of the valve is ground
down to fresh metal. Caution must be taken when using this
machine, as taking too much off the face will lead to a thin valve
margin, which does not allow adequate heat transfer through the valve
head and up into the stem, where it can be transferred into the head.
An overheated valve is an unhappy valve. |
 |
Close up of an intake
valve. This particular valve is from a Chevy engine, as I took
these photos after I had finished all the machine work. |
 |
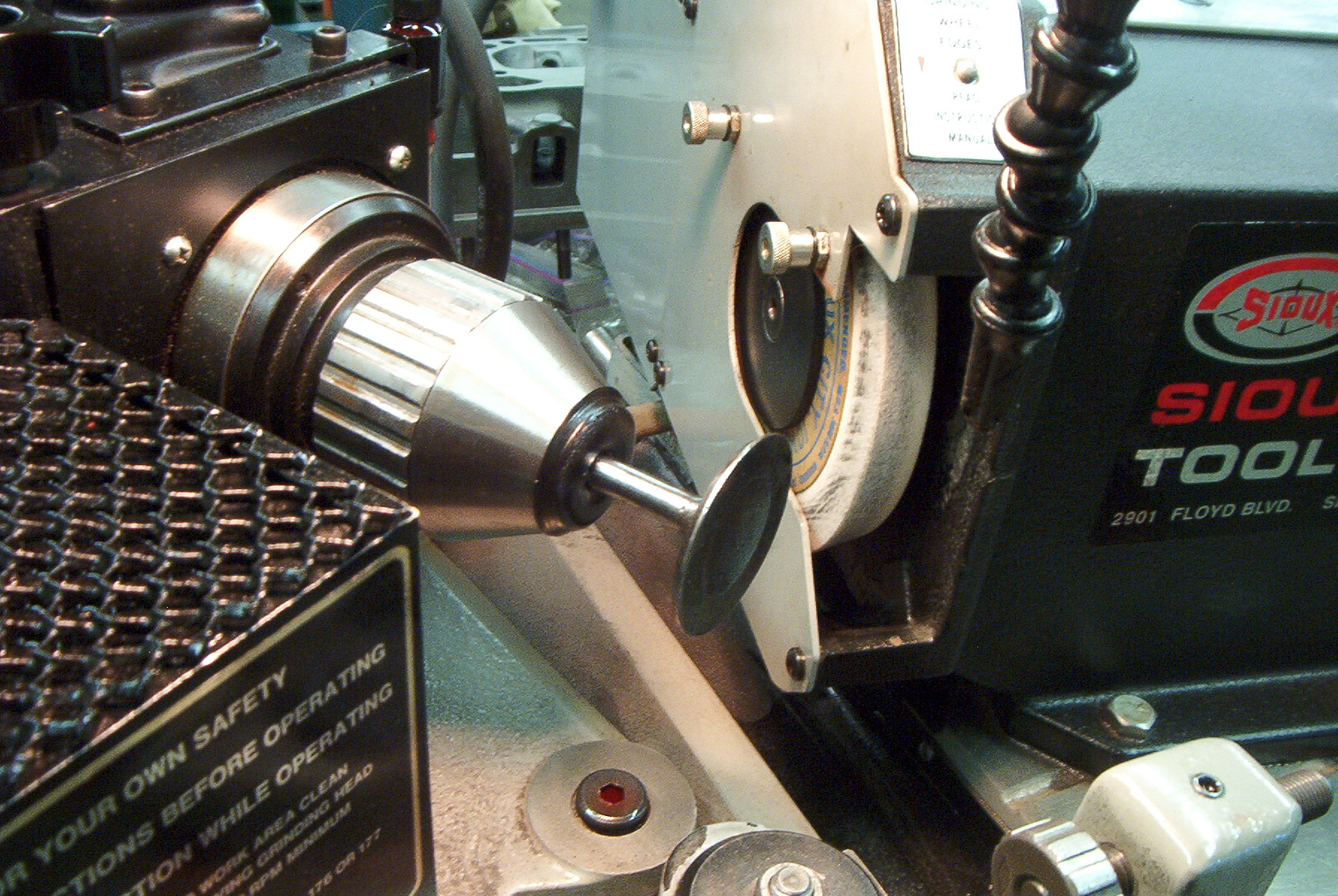
How the valve is secured in
the chuck. |
 |
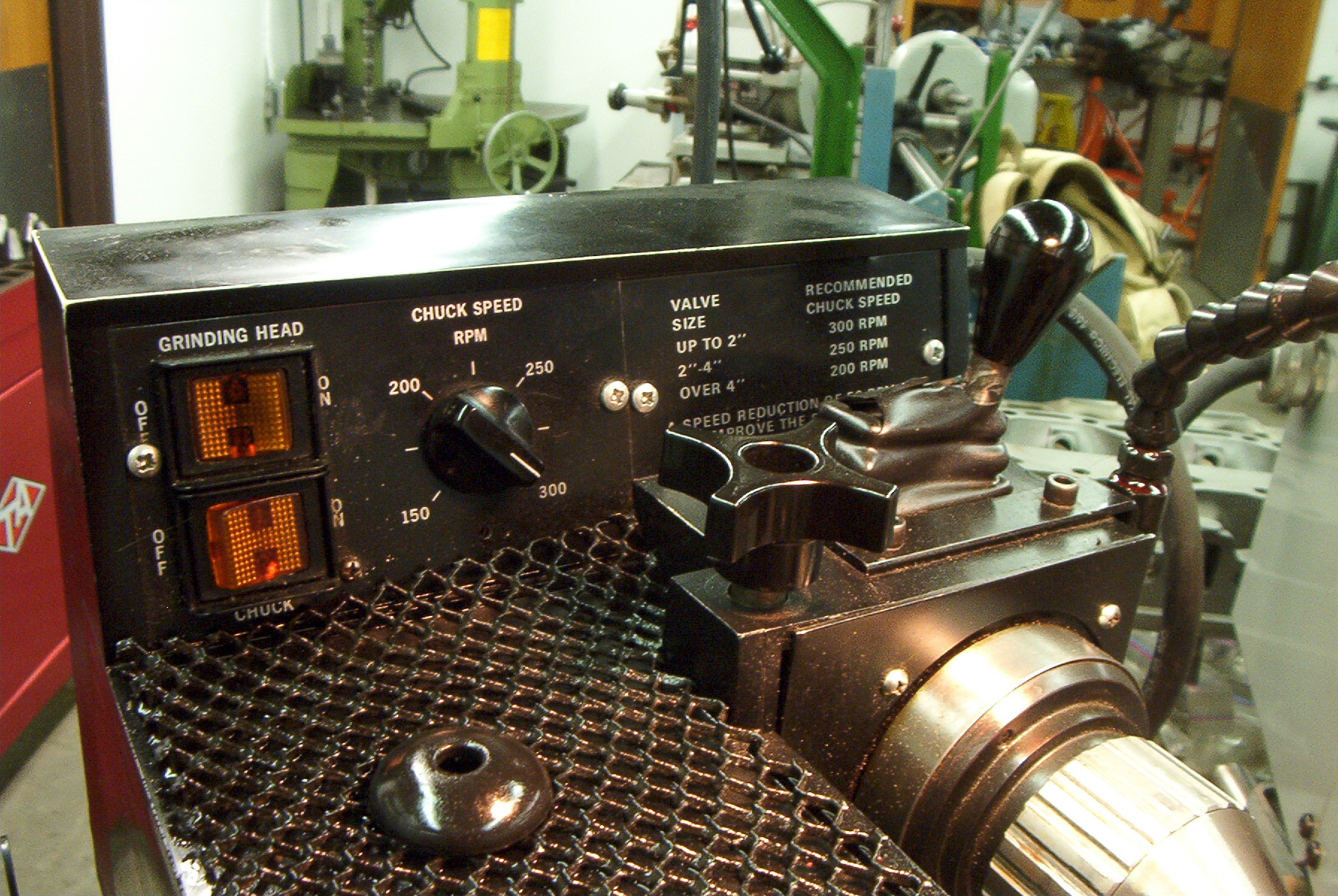
The machine controls. |
 |
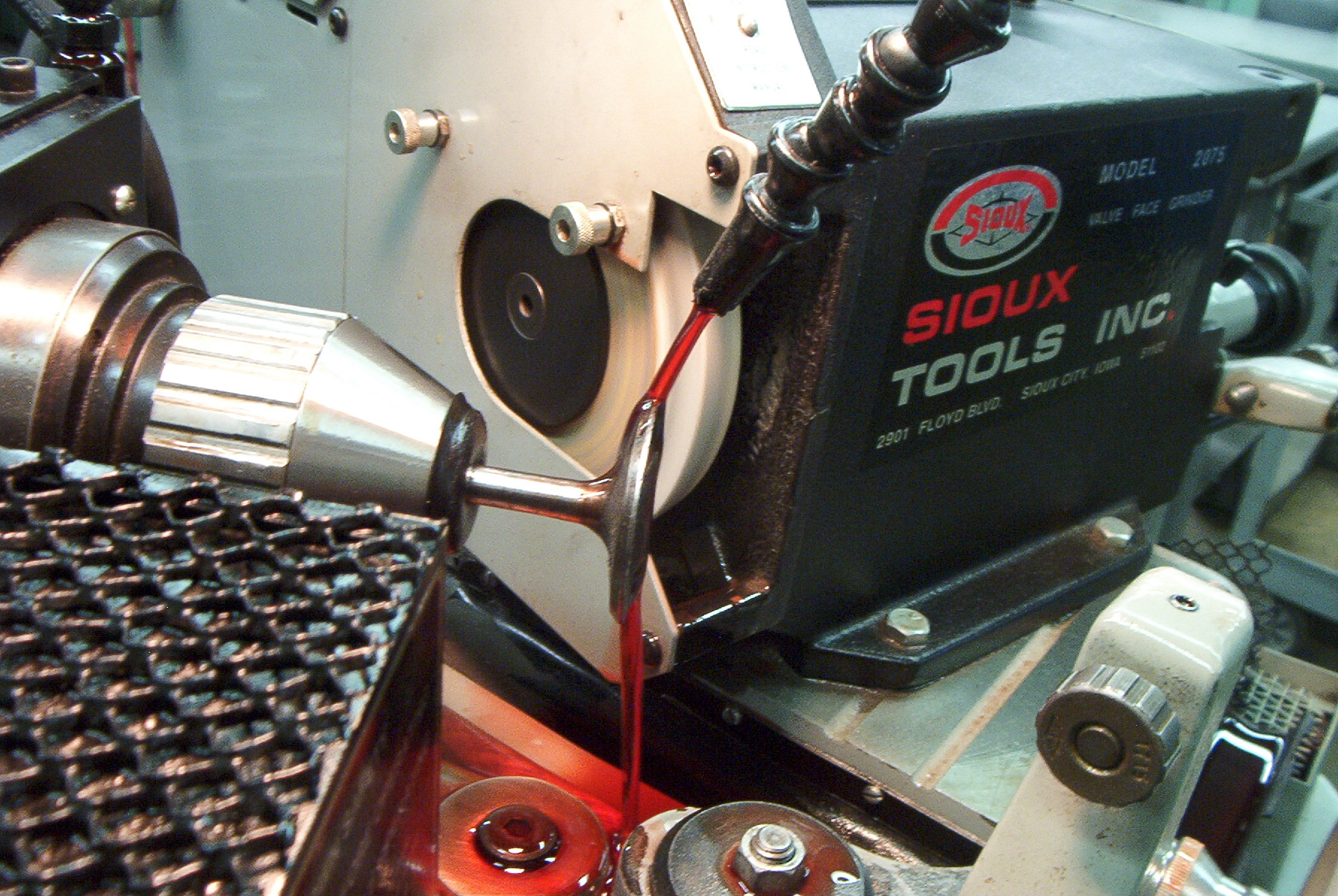
The valve is cooled and
kept clean by a constant stream of lubricant. In this case we're
using automatic transmission fluid. |
 |
The valve is brought into
contact with the grinding wheel. On a typical domestic engine,
whether it's Ford, Chevrolet, Chrysler, AMC, what-have-you, the valve
face is typically 45 degrees. The valve seat is ground or cut to
46 degrees. As the valve and seat mate repeatedly over the first
few hundred miles, the interference fit is worn down and a perfect seal
is formed by the pounding action of the valve as it closes.
A stock three angle valve seat cut, and a valve face of 45 degrees will
produce decent air flow, but for higher air flow a back cut on the valve
face is often a good idea. I ground my valves to 45 degrees, then
went back and ground a 30 degree back cut. This smoothes out the
path the air must take when filling the cylinder, and the higher the air
flow, the more efficient the engine.
I intend on going back and putting an even further back cut of 15-20
degrees on the valves. |
 |
Polishing an intake valve.
While not required, polishing the valves reduces the amount of surface
area available for carbon to attach to, causing carbon build up which
leads to higher emissions, lower performance, hot spots, and possible
detonation. The reflective surface finish also reflects radiant
heat back into the combustion chamber, which produces more power and
keeps the intake valve cool.
It takes approximately one hour per valve to get it to a mildly
reflective surface finish. I start by using a paint stripping disc
in a power drill, followed by sanding with progressively finer grit
sandpaper, finally ending with 800 grit crocus cloth.
It is not for the weak of hand. |
 |
The valve on the left has
not been polished. The valve on the right has been polished. |
 |
All the intake valves have
been polished. The exhaust valves will also receive a similar
treatment, though not to the same extent. |
 |
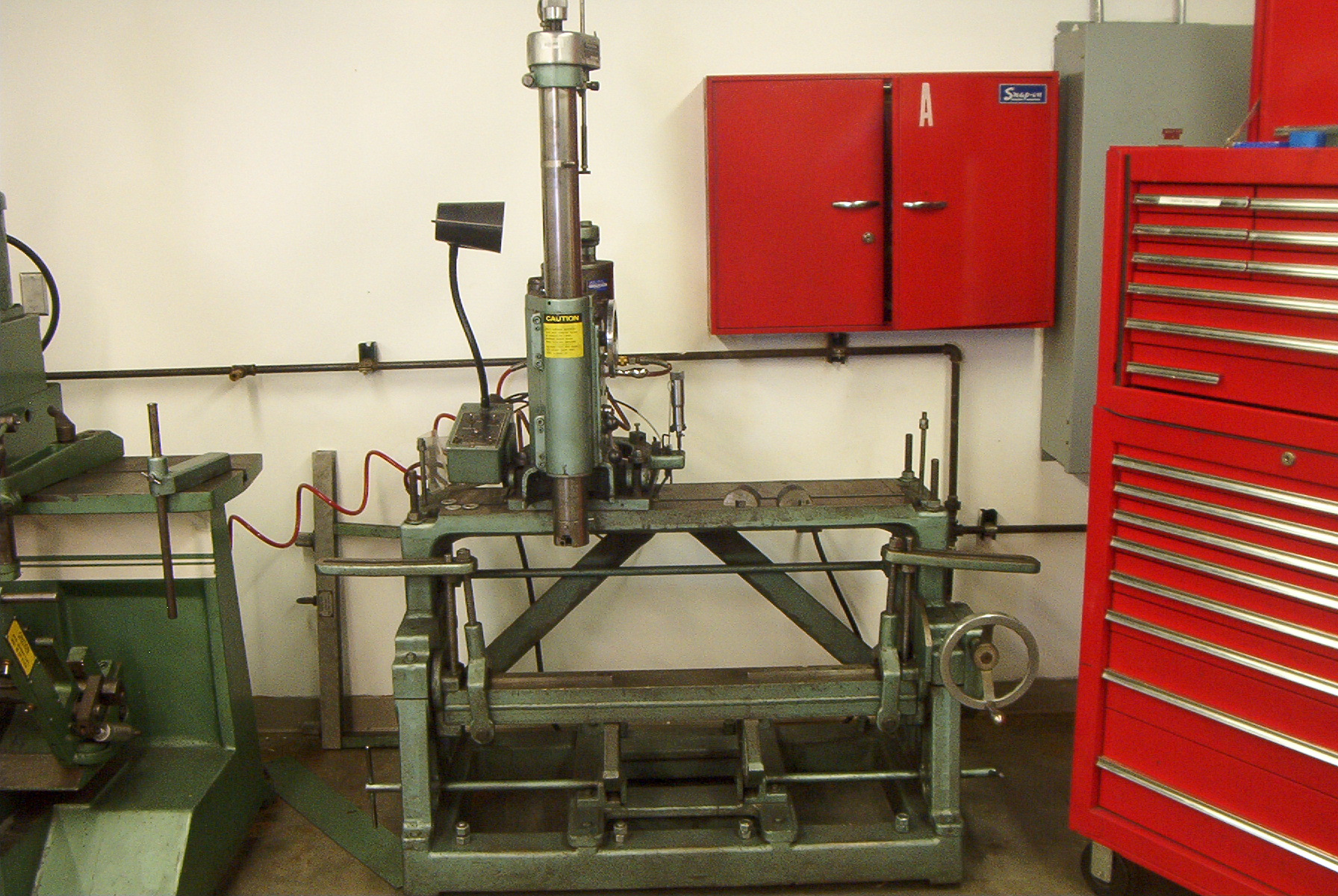
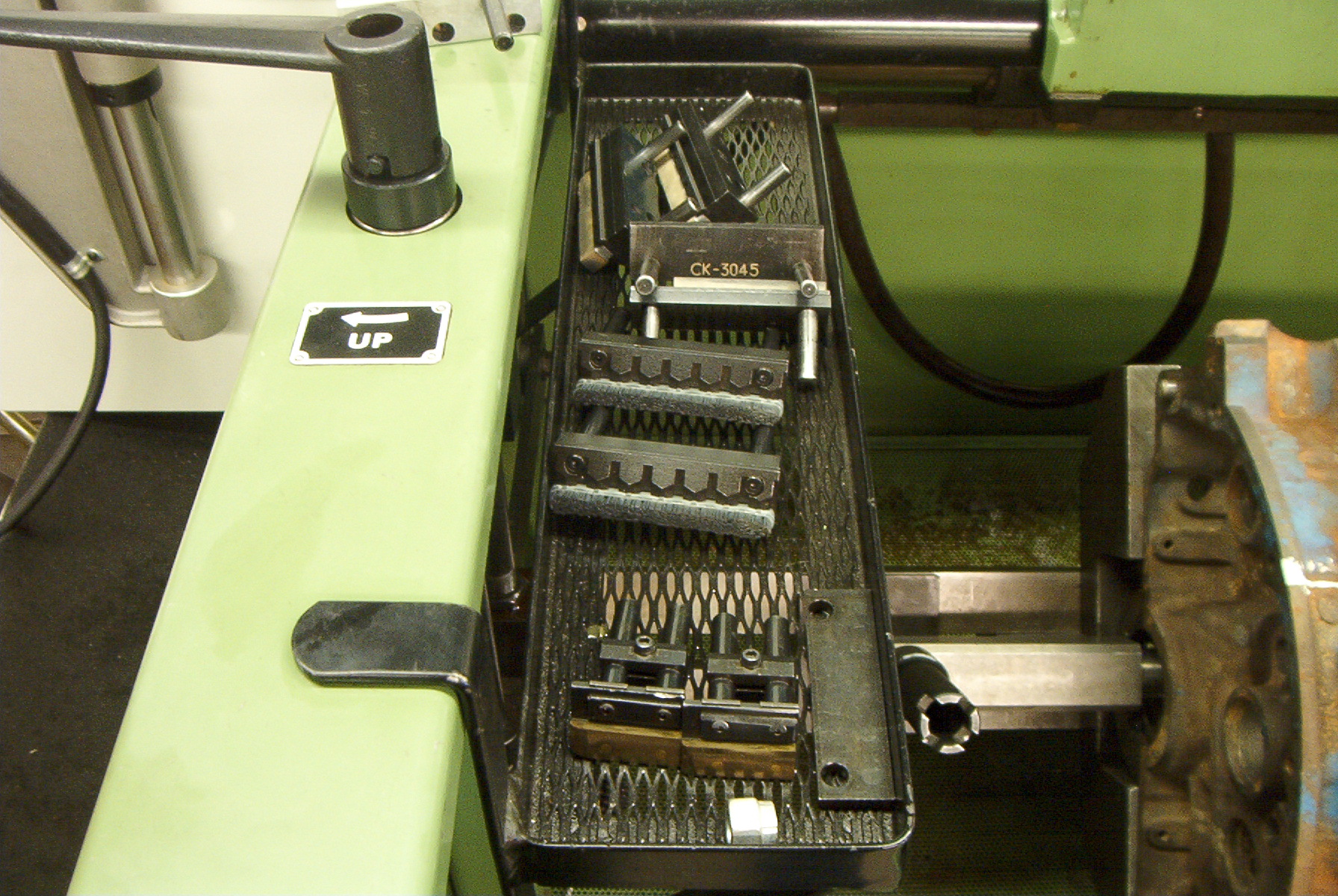
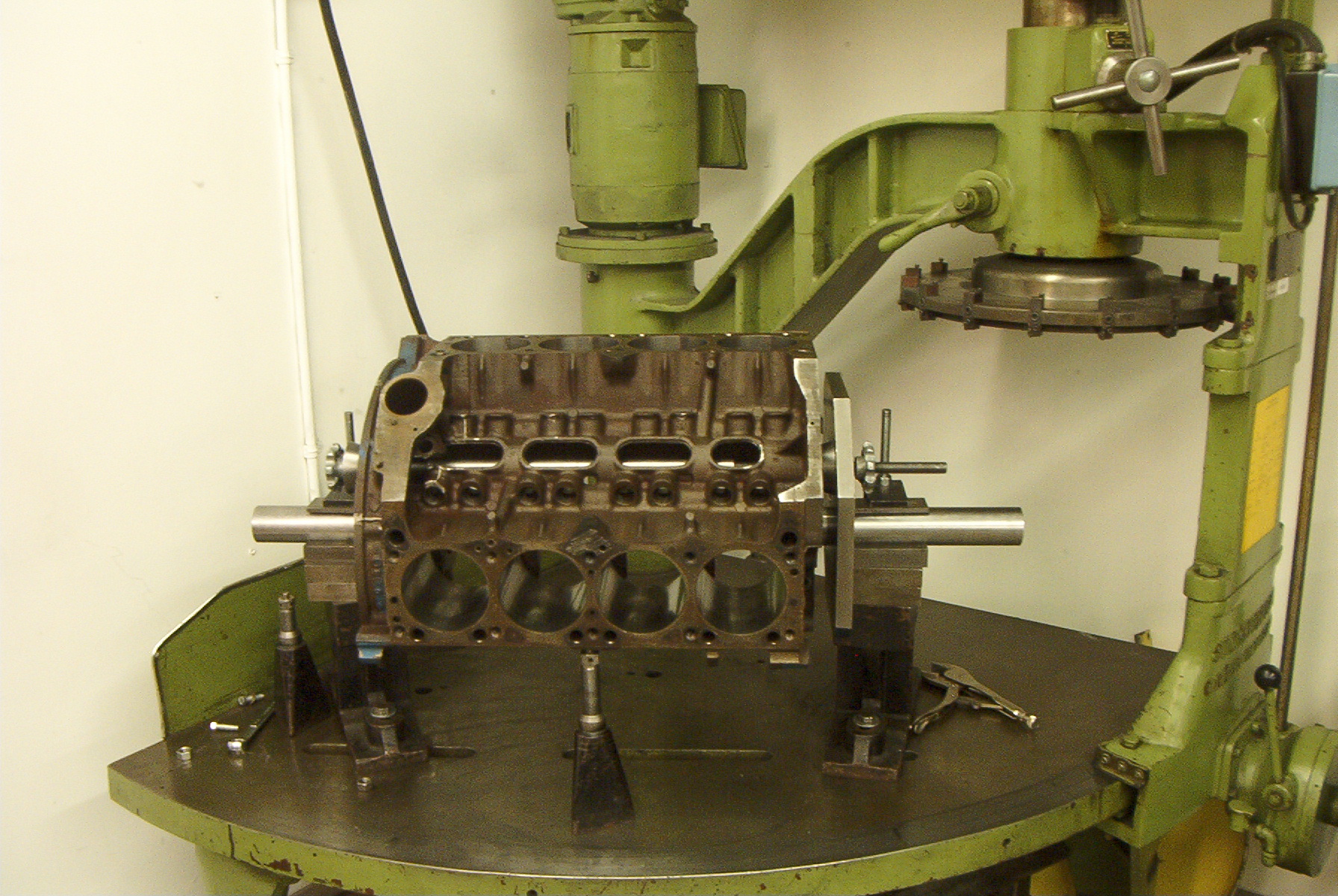
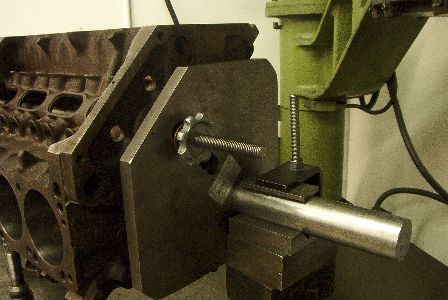
The Kwikway boring bar.
To the left is a Rottler boring bar, but I prefer using the Kwikway.
It cuts a bit conservatively, even if set exactly to the desired bore,
and does not require the block to be removed in order to machine the
opposite bank. Instead the only action required is turning the
hand crank on the right, and making sure the block is square to the top
table. |
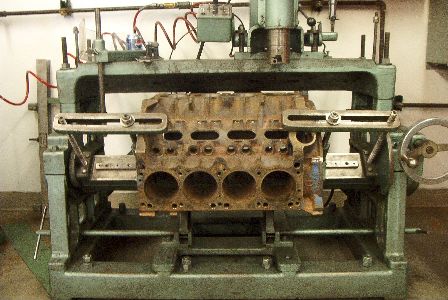 |
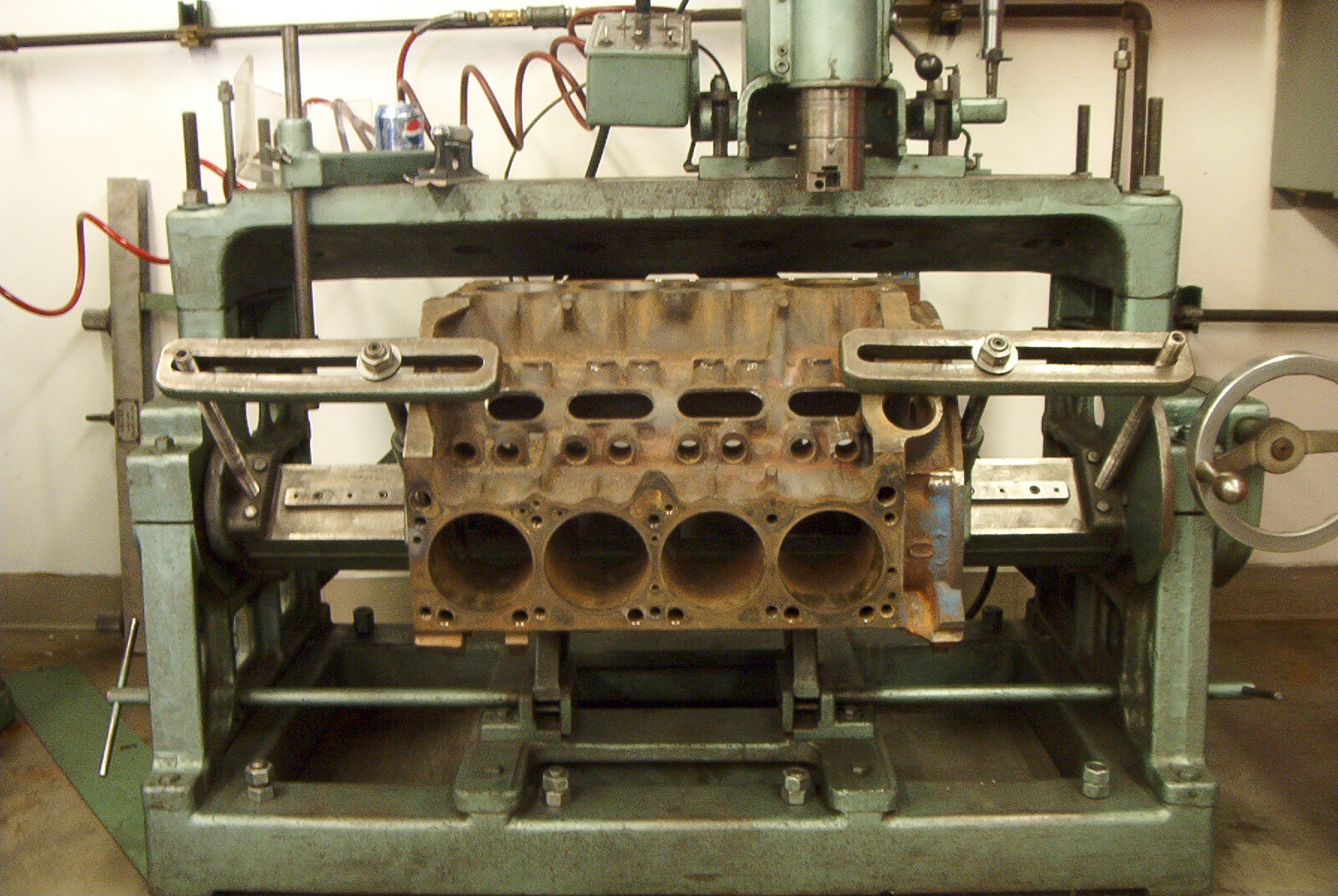
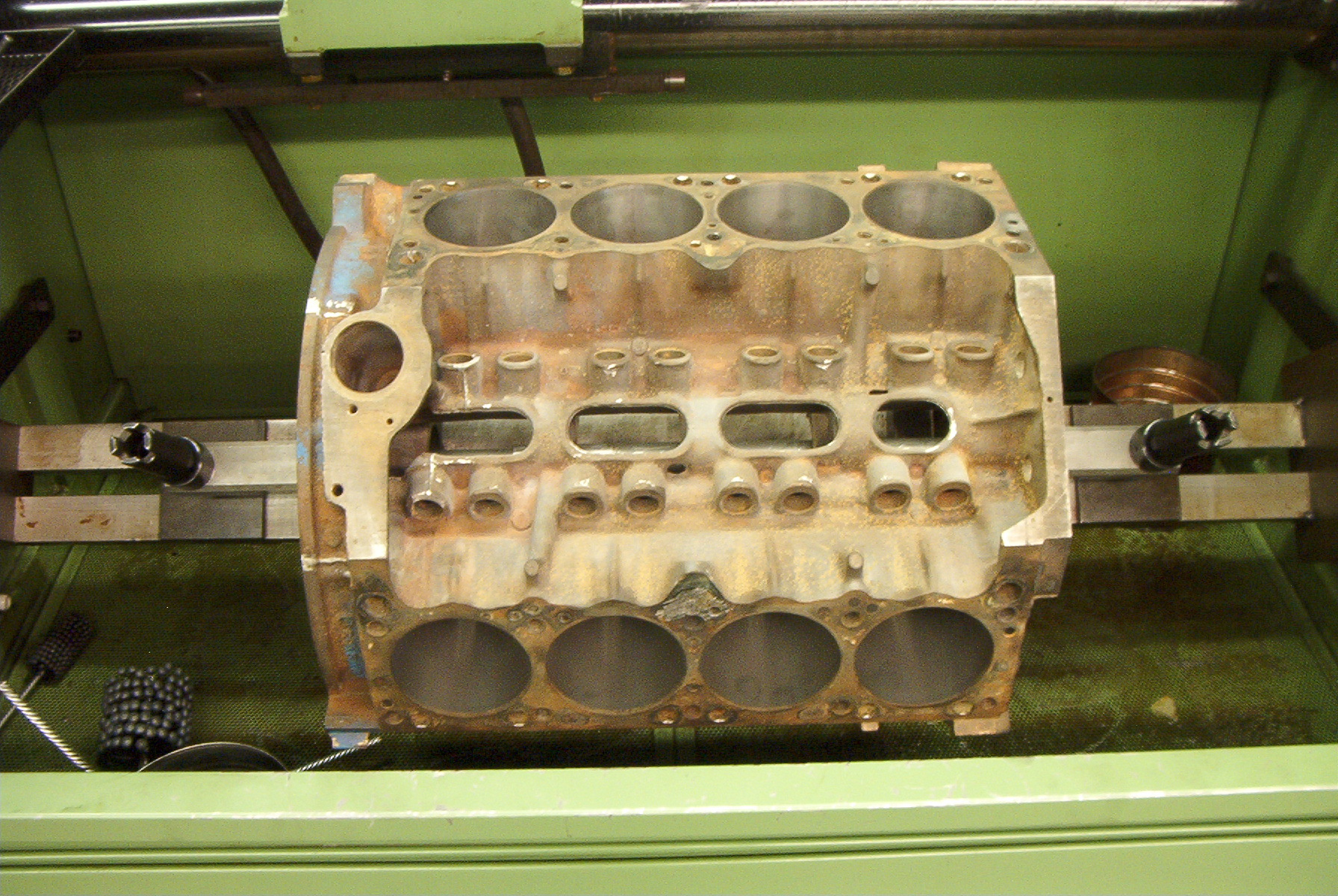
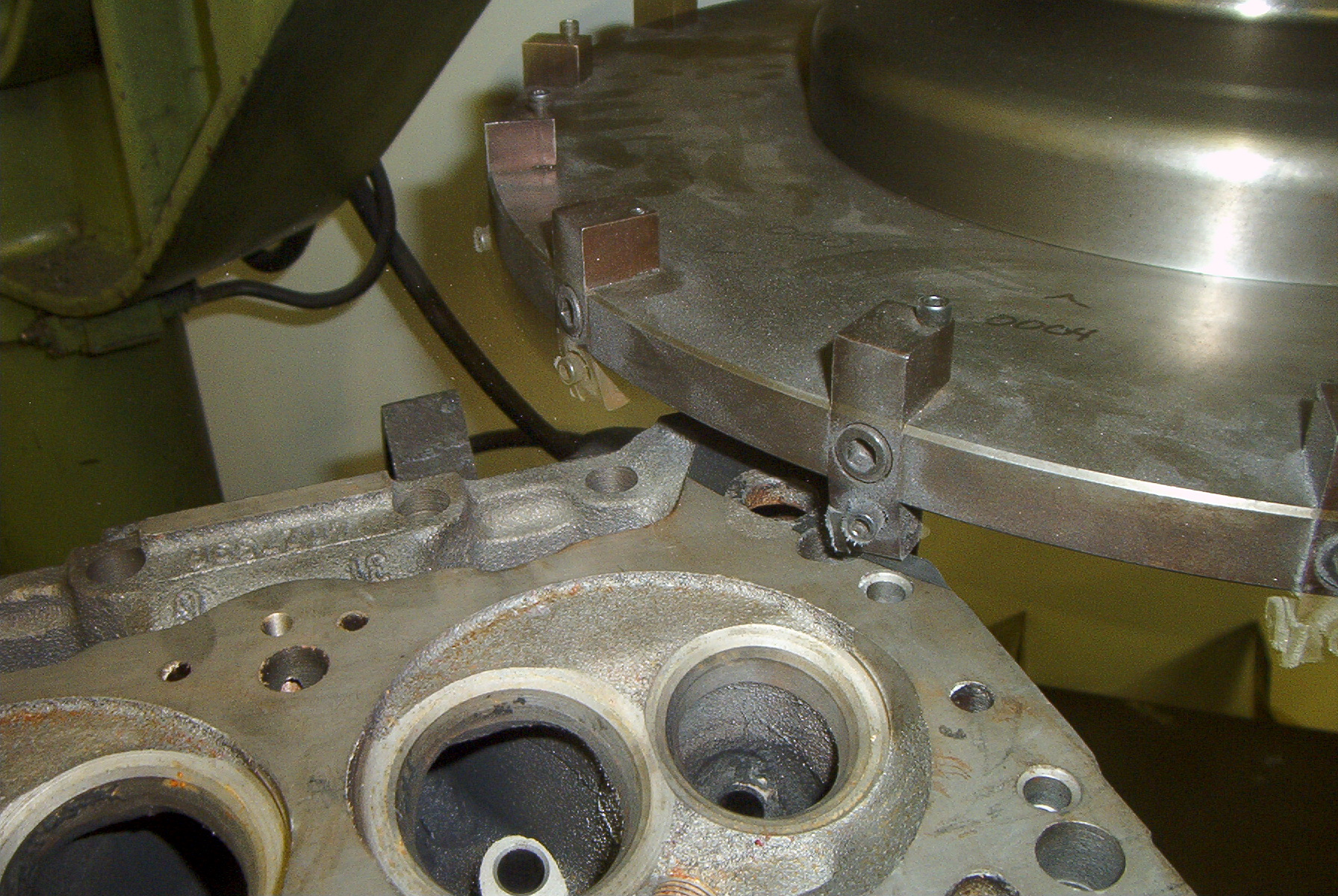
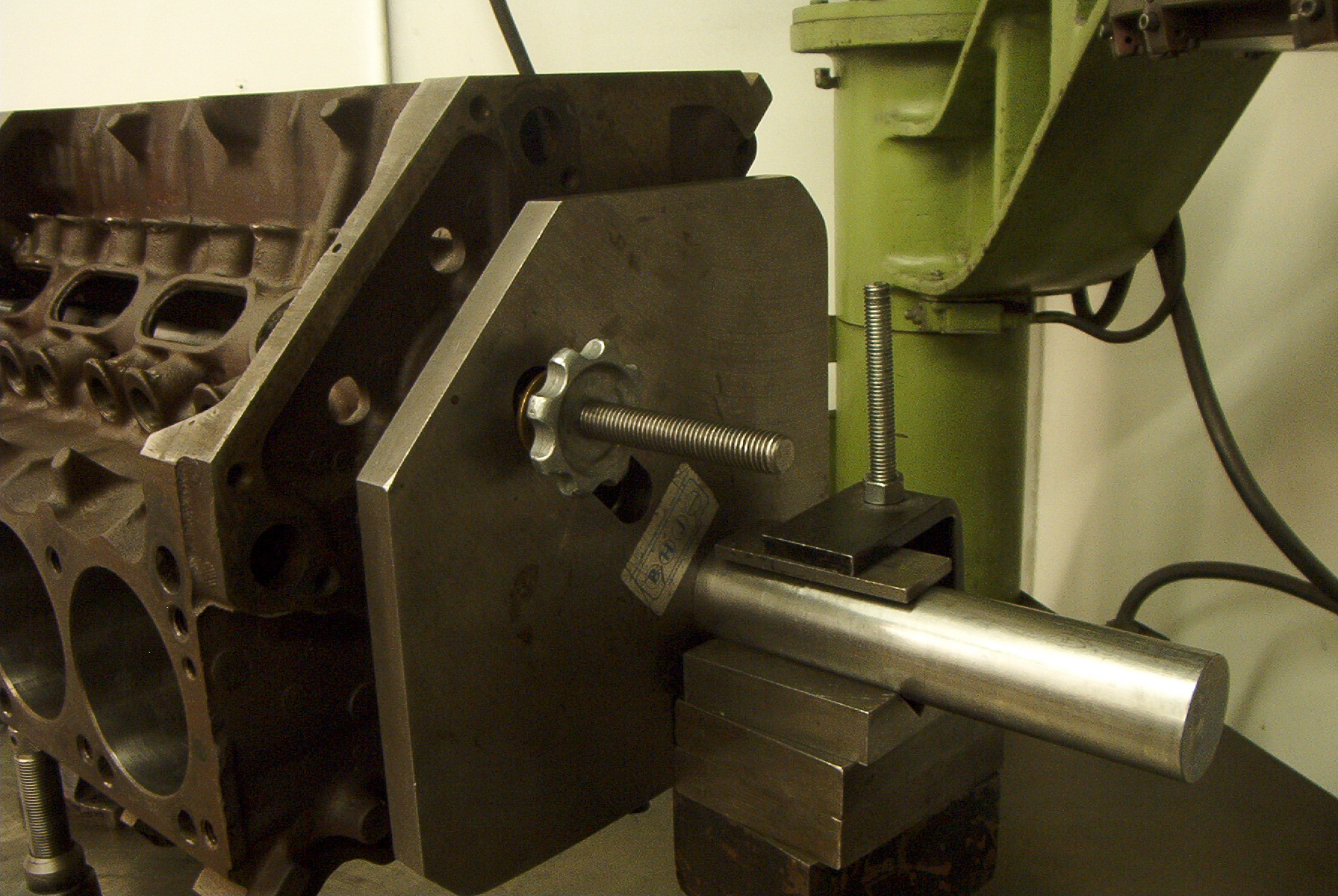
The block is secured to the
boring bar. |
|
 |
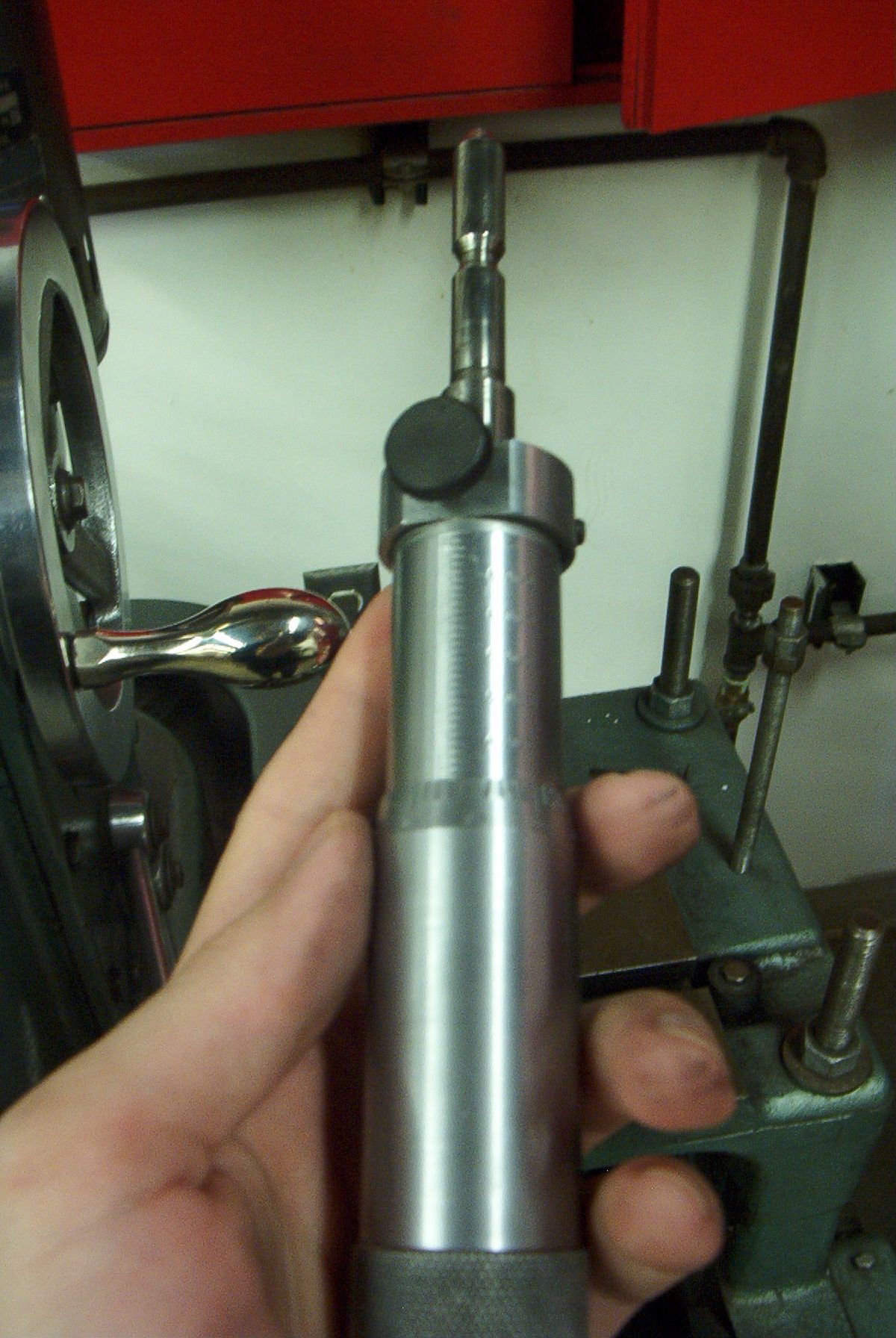
This is the bore
micrometer. The desired bore is set on the micrometer, which is
then used to set the cutting bit into position. |
 |
The cutting bit. |
 |
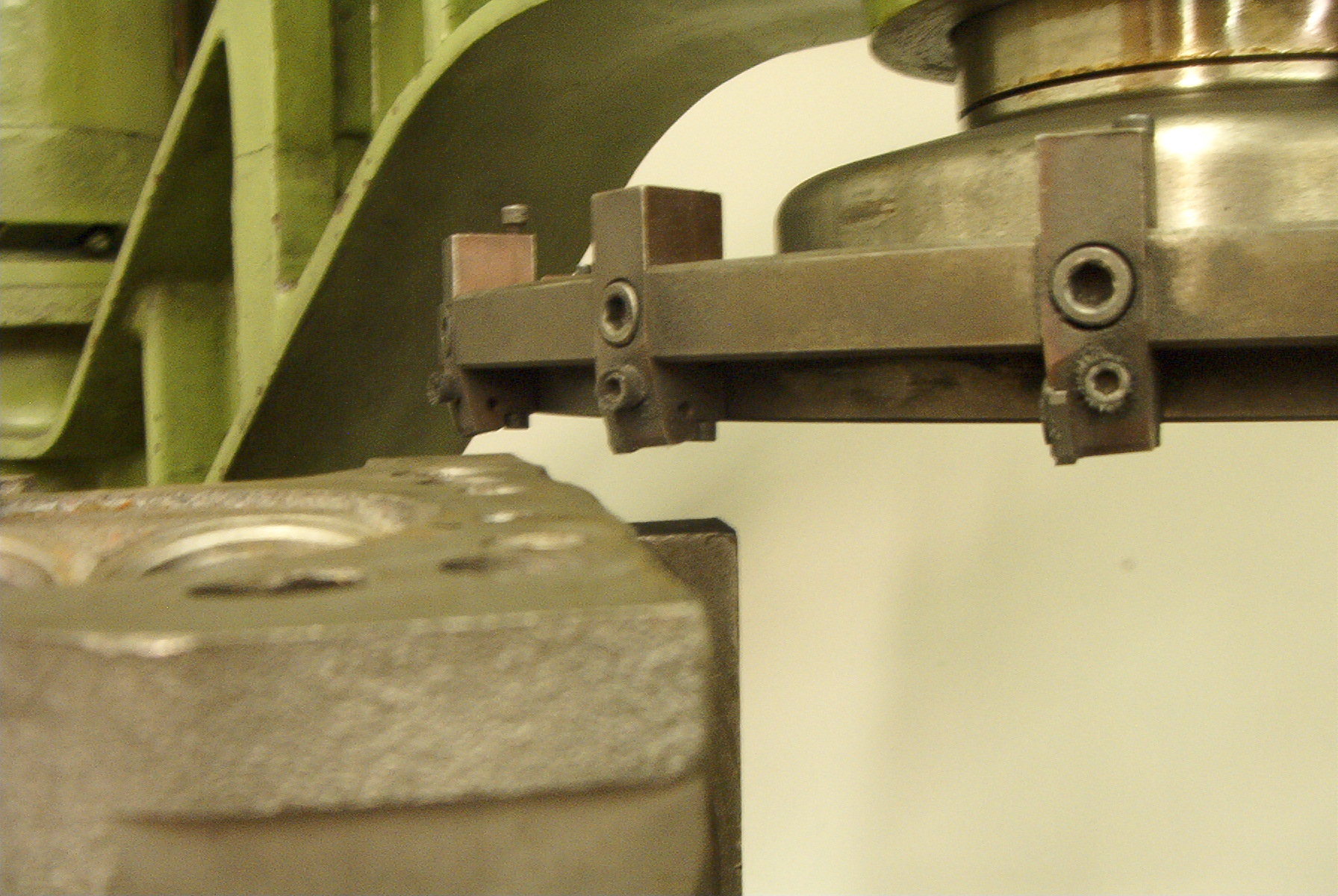
Setting the cutting bit
depth. The bit is inserted into the head, and the micrometer sets
it into position, where it is secured by tightening an Allen head screw
on the side of the head. |
 |
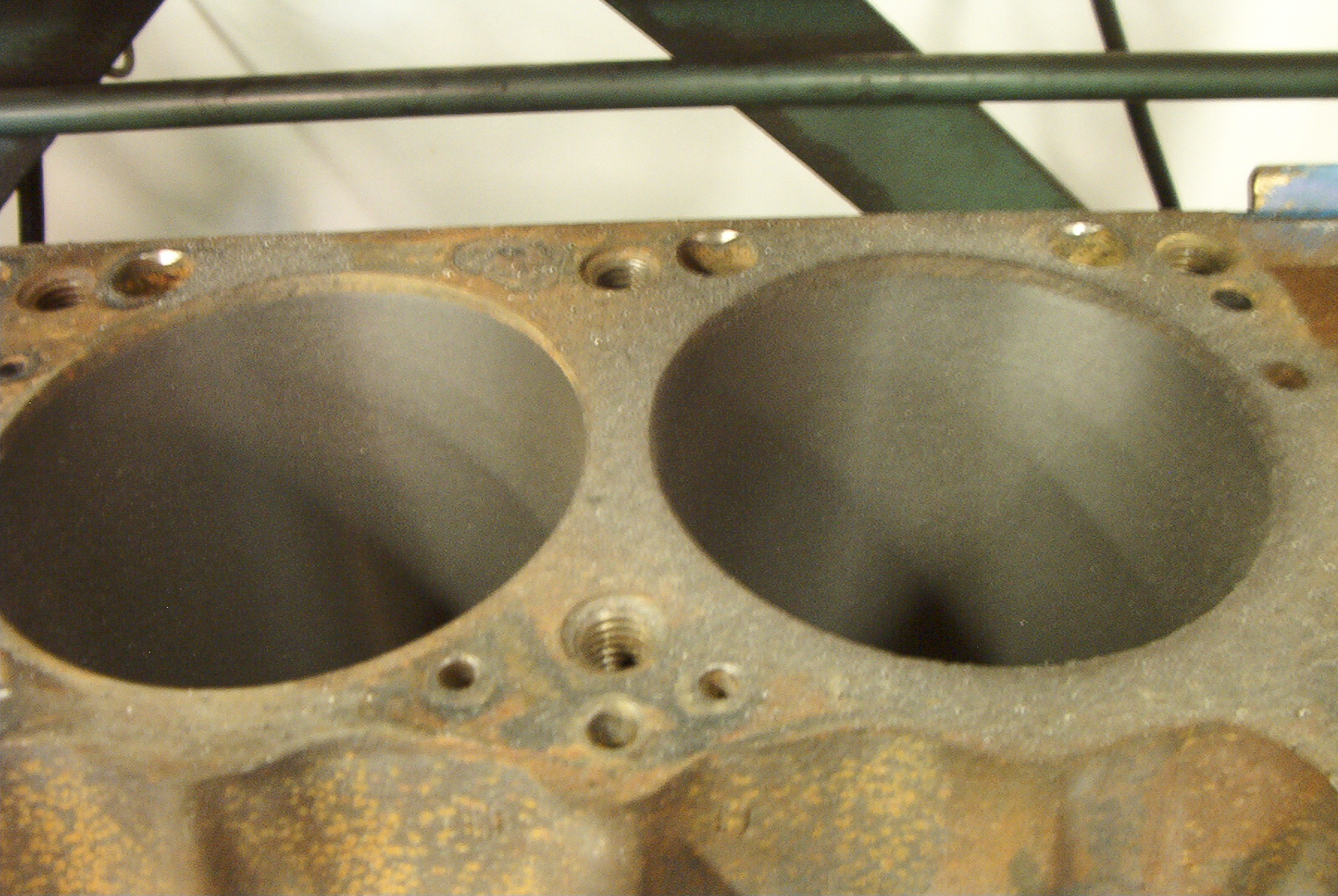
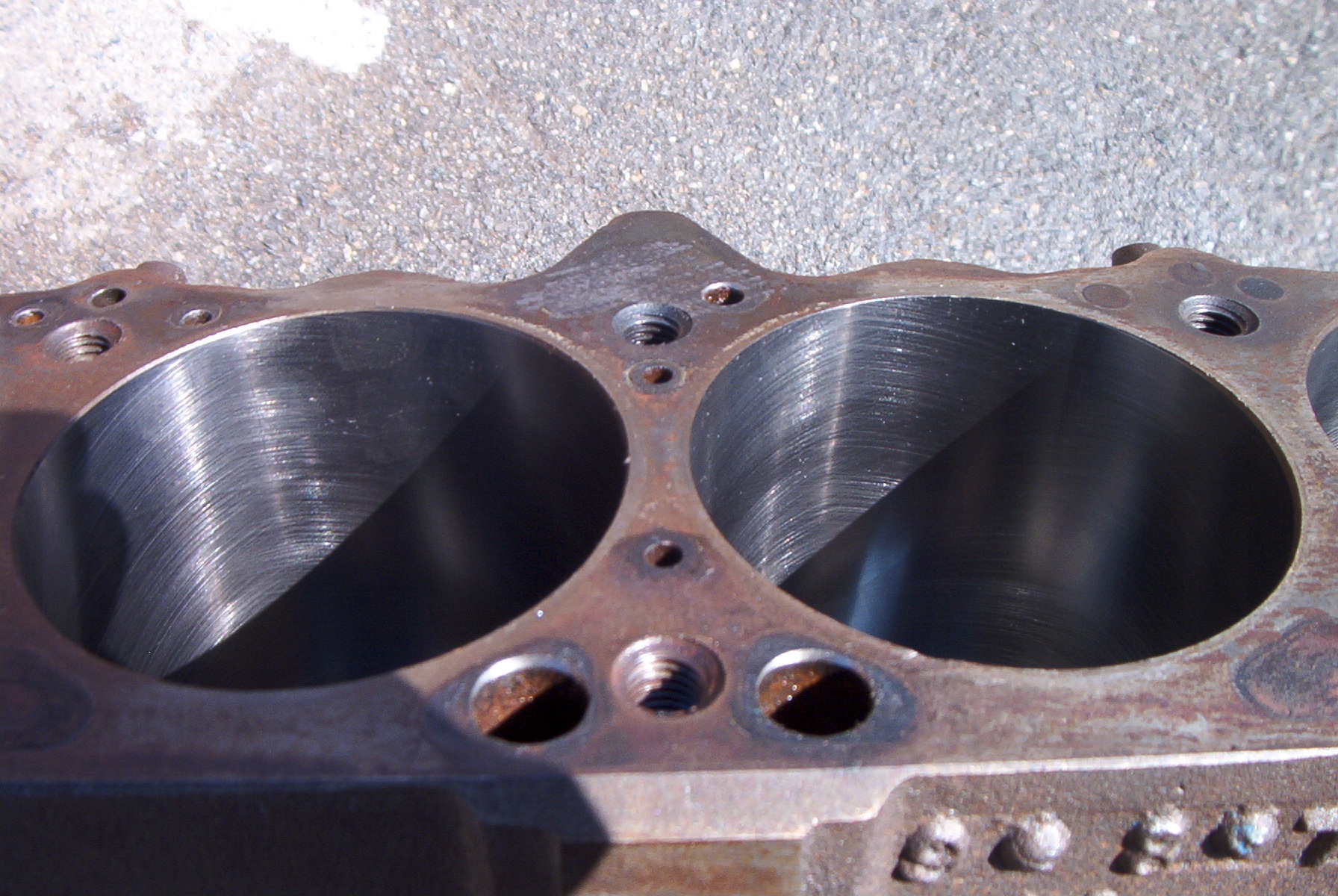
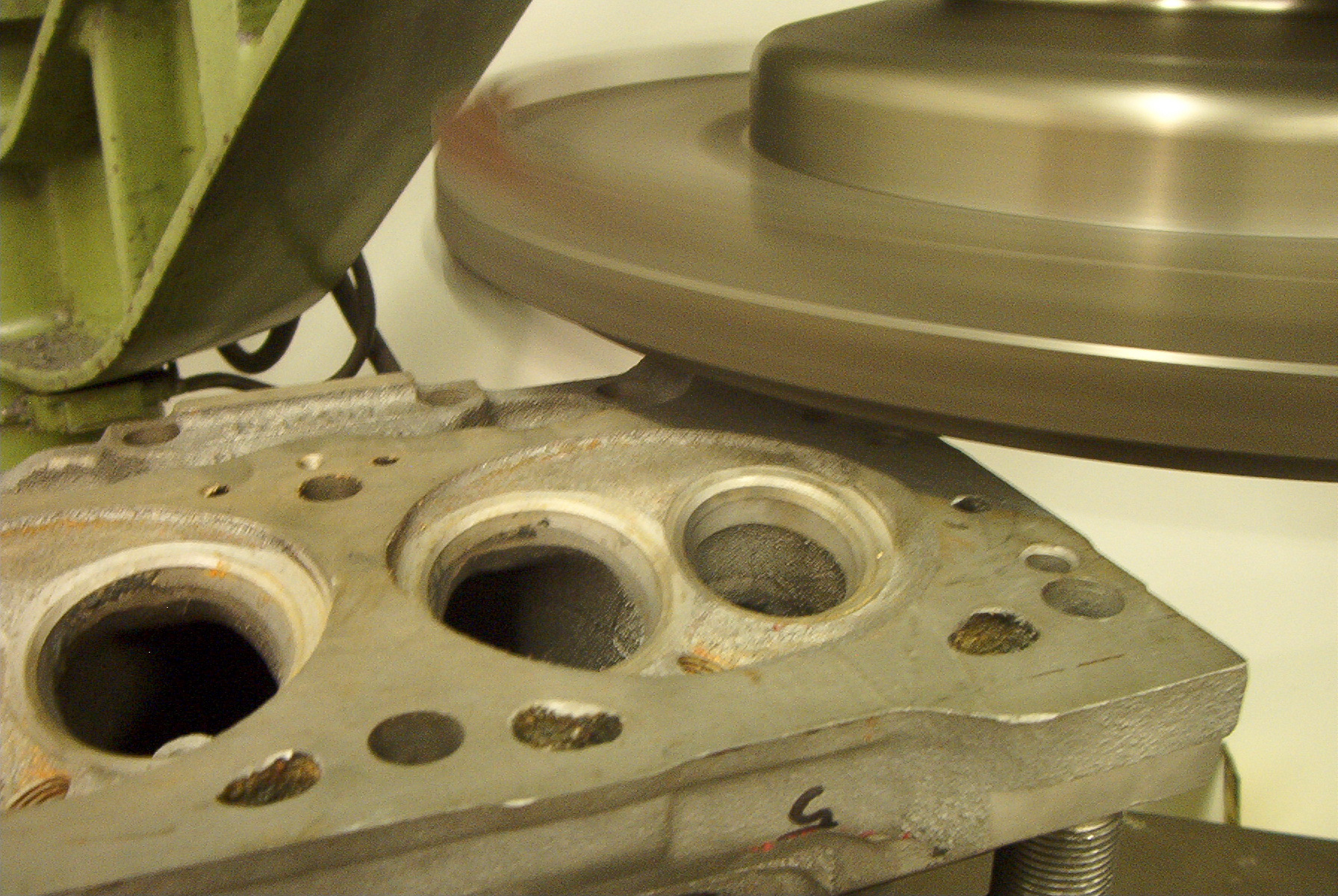
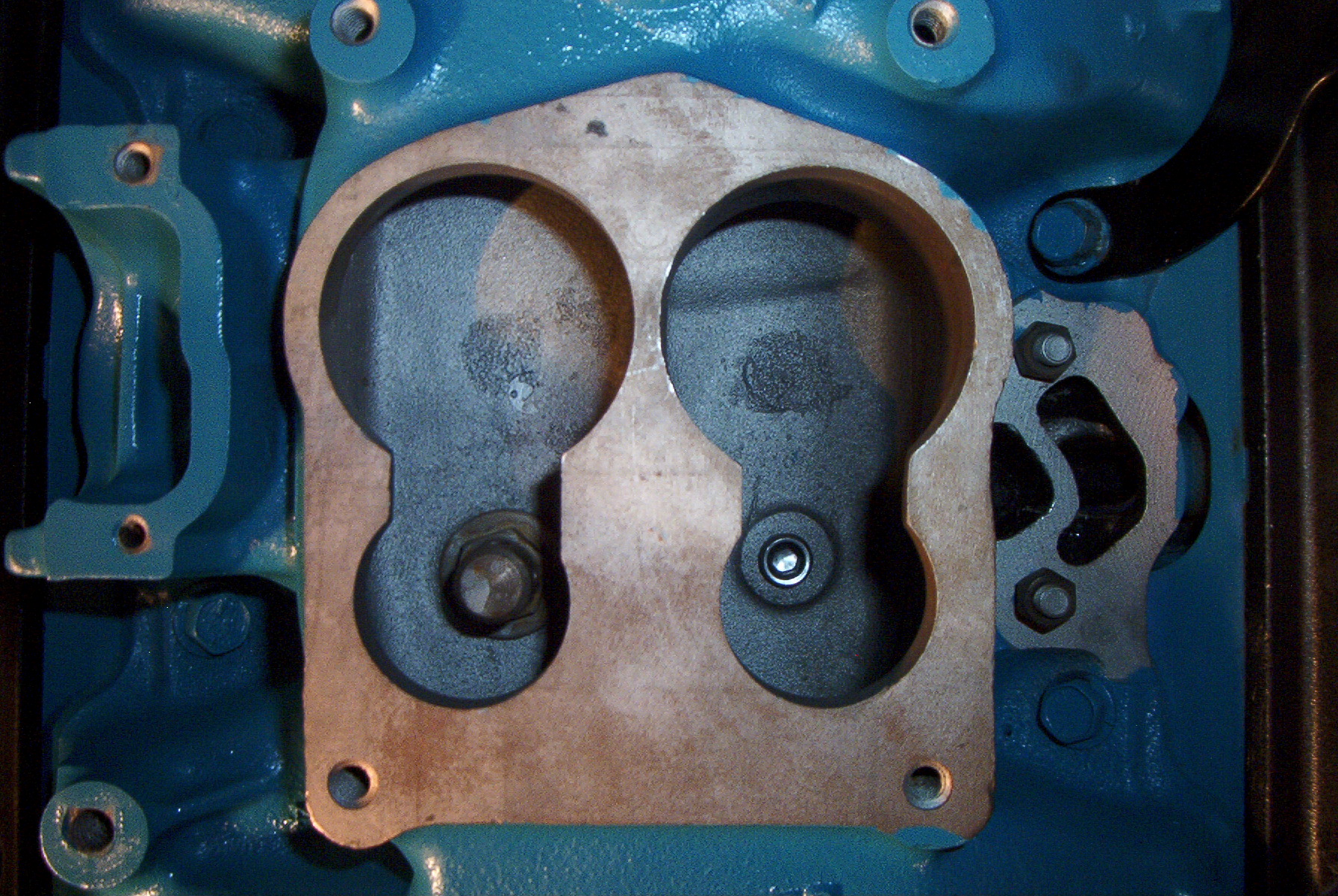
The cylinder on the left
has been bored. The cylinder on the right still needs to be bored.
The rust is merely a light surface rust, and will be totally removed by
the boring action. |
 |
Action shot of the cutting
head. |
 |
The cylinder has been
bored. |
 |
The Sunnen CV-616 automatic
cylinder hone. |
|
 |
The honing head.
Adjustments are made by rotating the dial on top of the head, and
specifying the amount of material to be removed on a ring below the
dial. |
 |
A small sampling of the
honing stones. They come in coarse, medium, fine, and deglaze.
They are placed on top of shims, which are calculated by measuring the
cylinder with the supplied tool. |
 |
The hone information gauge,
dwell control knob, and emergency stop button. The gauge shows the
current load on the hone. For a typical hone job the load should
be between 40 and 60. Any higher and you're trying to remove too
much in one go.
The dwell control knob indicates how many cycles the hone will dwell at
the bottom of the cylinder. As the hone moves up and down, the
very bottom of the cylinder tends to receive less machining than the
middle and top, and will therefore be undersize. By having it
dwell a number of cycles, this can be corrected.
The emergency stop button is self explanatory. |
 |
The block is mounted in the
hone. |
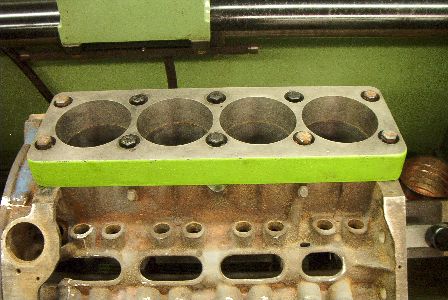 |
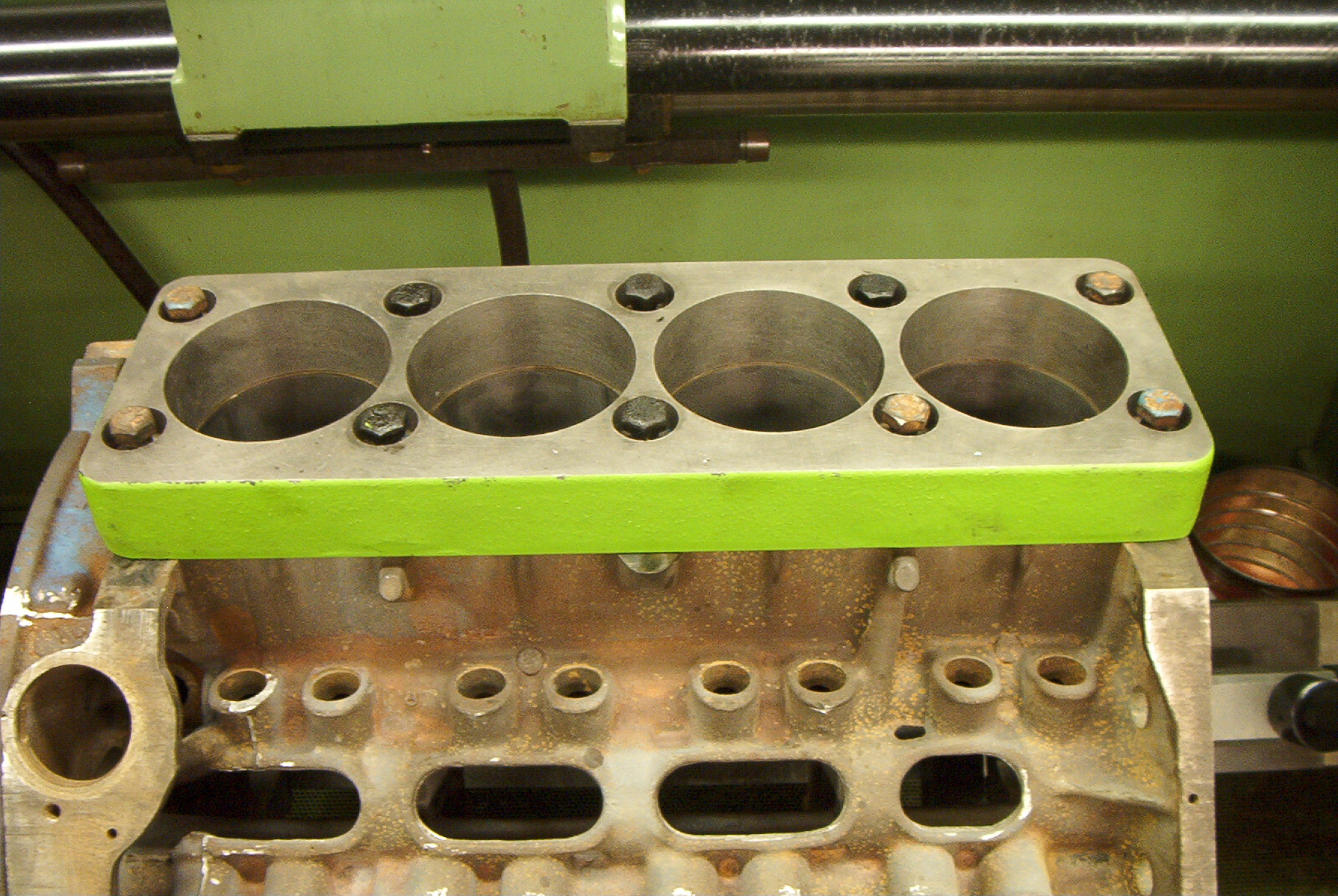
A torque plate has been
installed. A torque plate is a chunk of metal that simulates the
weight of a cylinder head attached to the block at its proper torque
rating. If a torque plate is not used, the cylinders will be still
be honed perfectly round, but when the head bolts are torqued to their
torque rating, the force will distort the cylinders and cause them to be
out of round, leading to poorer ring seal.
These bolts were torqued to 105 lb/ft, as per factory specs. |
 |
Action shot of honing. |
 |
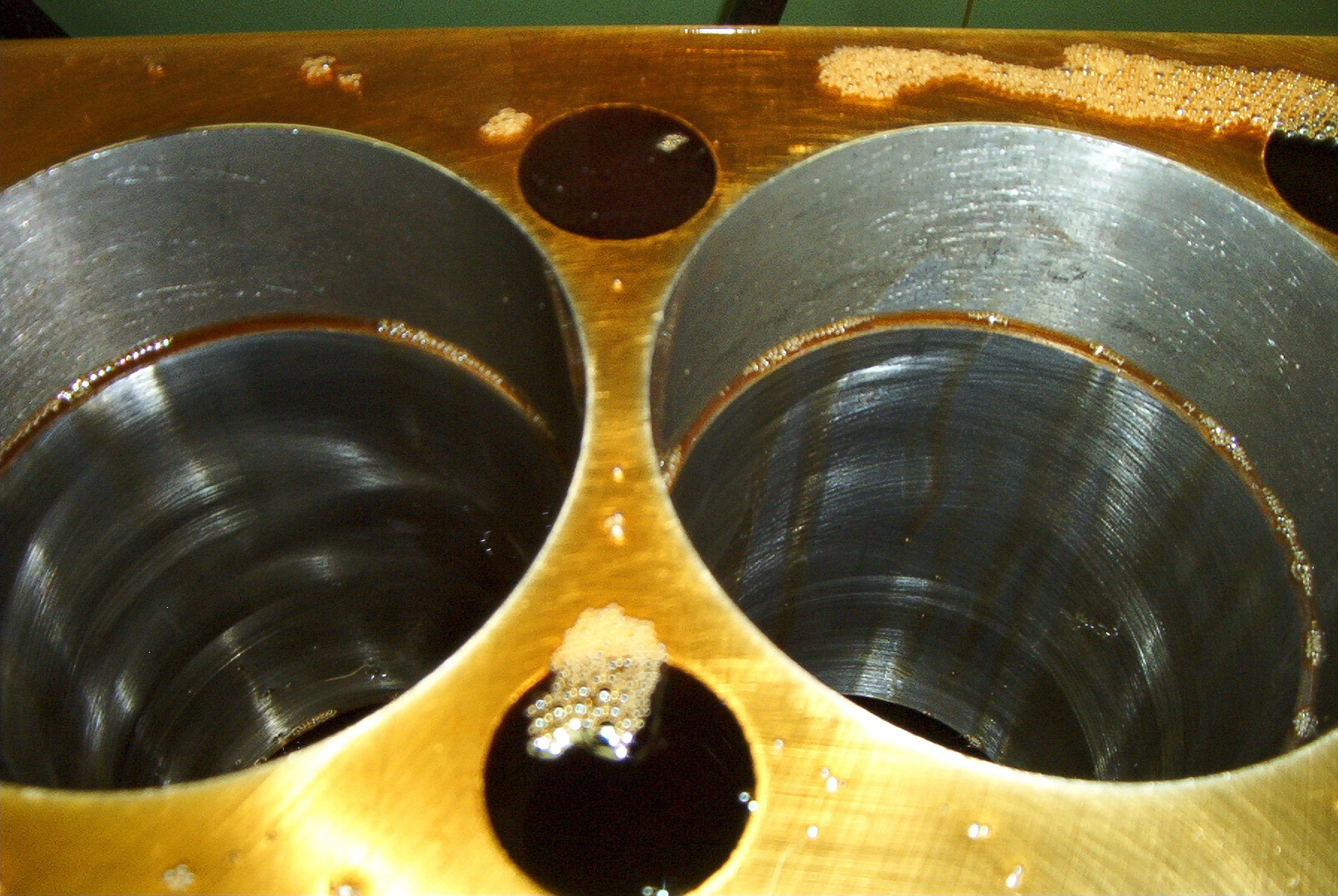
The cylinder on the left
has just been fine honed. The cylinder on the right is only medium
honed. Note the difference. This surface finish would be
fine if I were running chrome or cast iron rings, but I'm running plasma
moly rings, which are considered the best type of ring for a high
performance type engine. These seat well, provide excellent
sealing, and have very long life and anti-wear characteristics, all of
which I want in this engine. |
 |
All the cylinders have been
fine honed and deglazed. The cross hatch looks perfect, and the
cylinder walls are smooth. This surface finish will ensure
excellent ring seating with plasma moly type rings. |
 |
Another view. |
 |
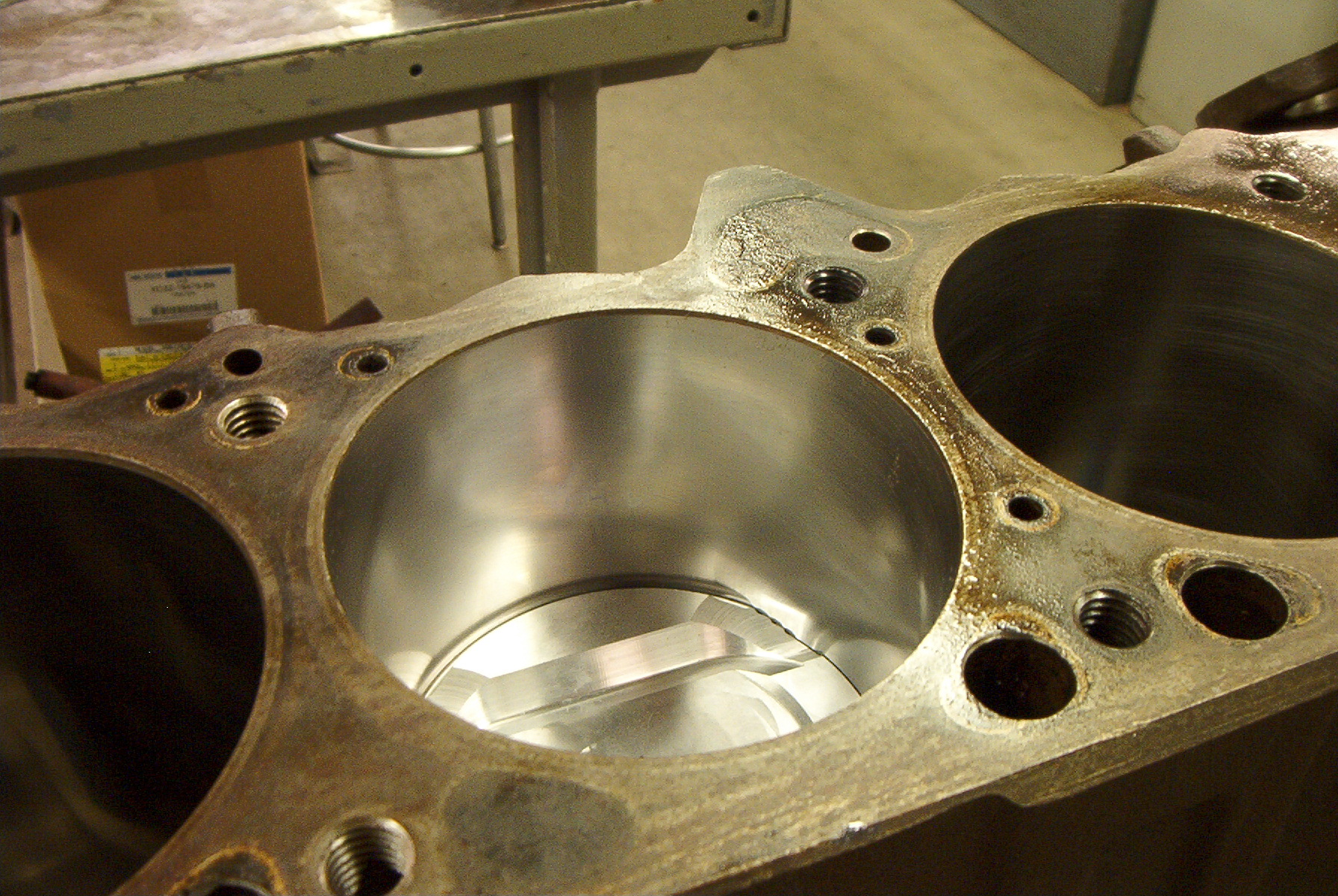
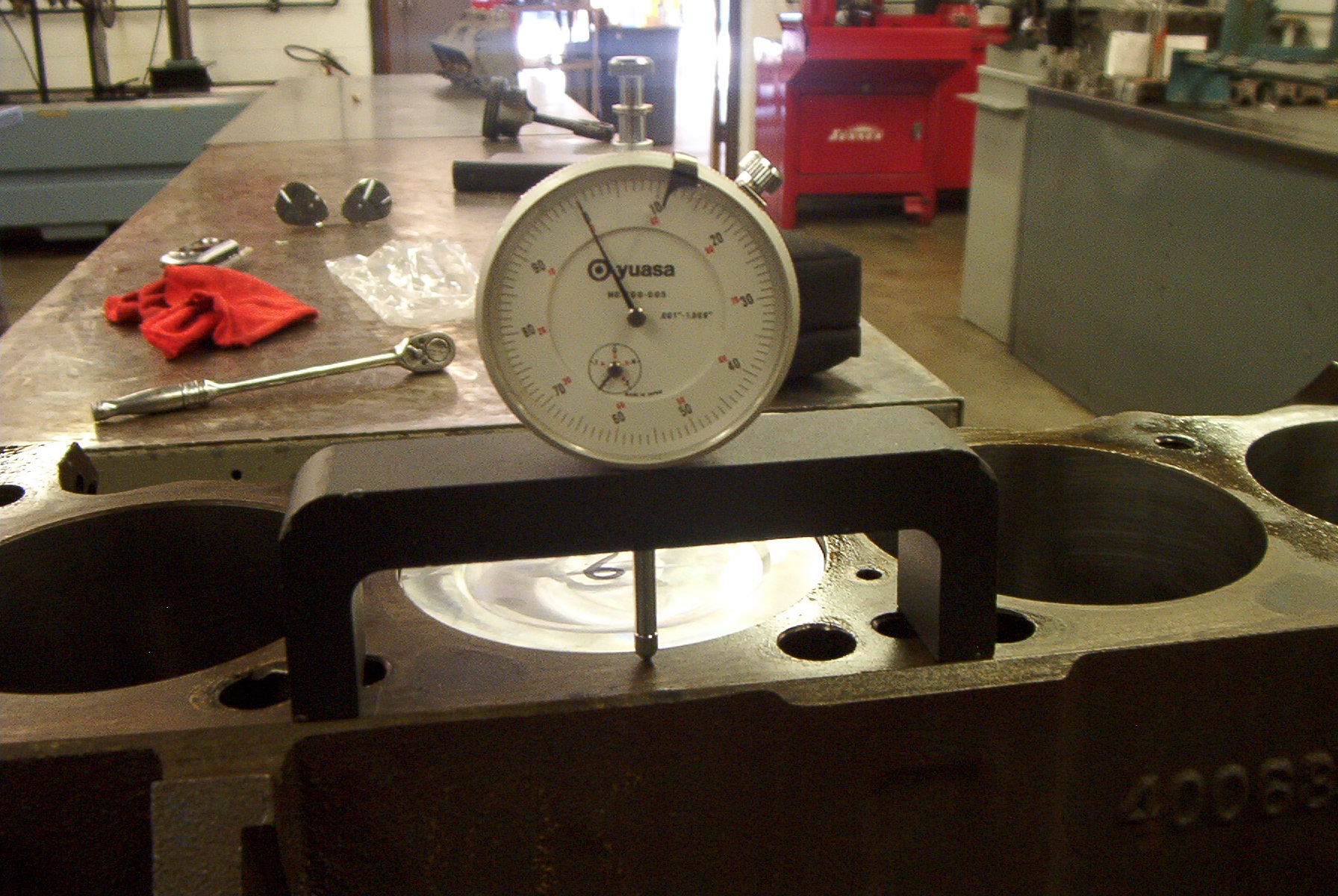
The piston is mocked up in
the bore. |
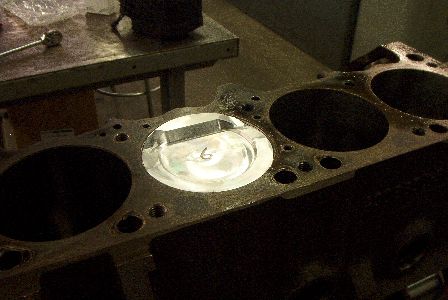 |
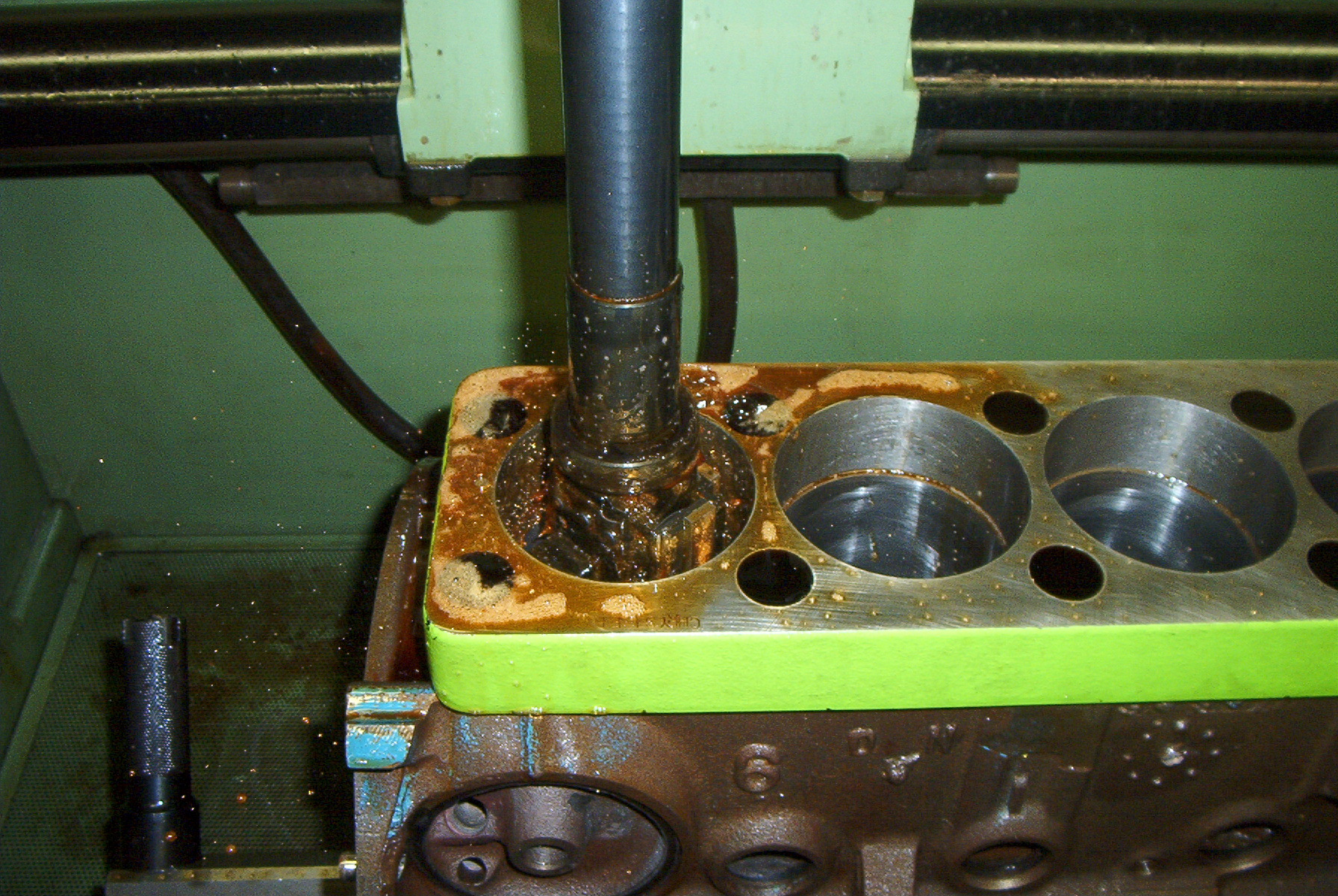
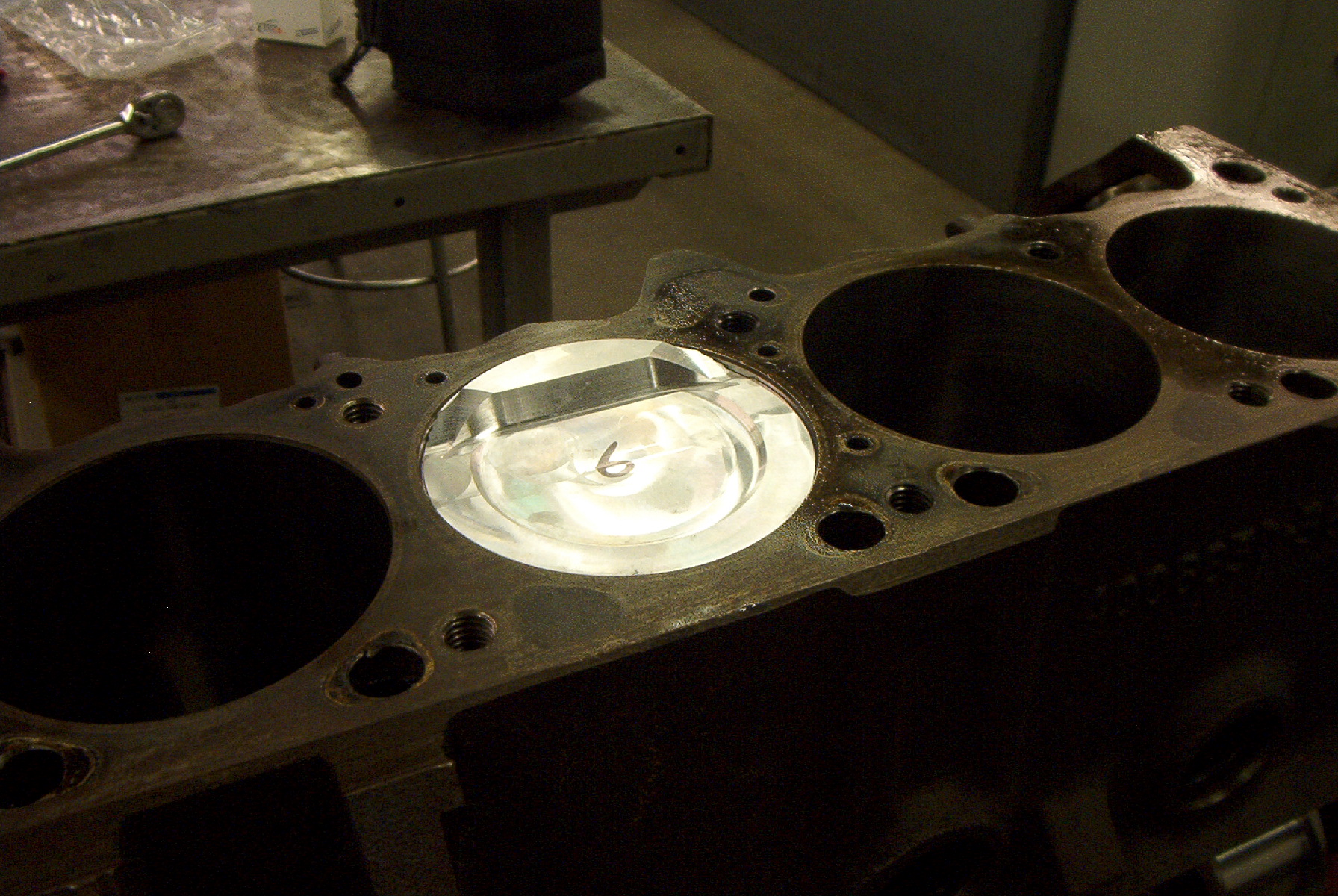
Number six piston at top
dead center. |
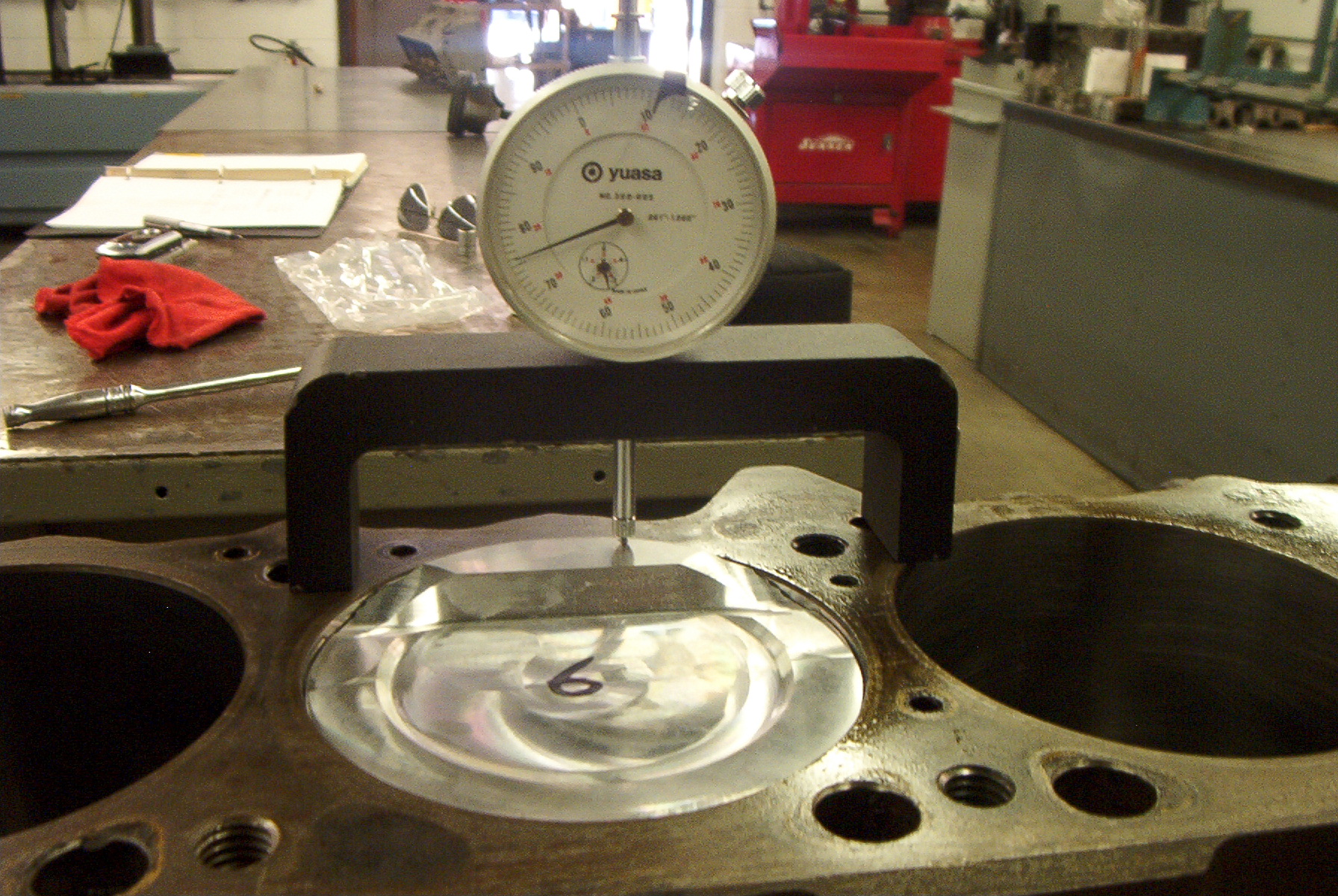
 |
Close up of number six. |
 |
Zeroing the dial gauge. |
 |
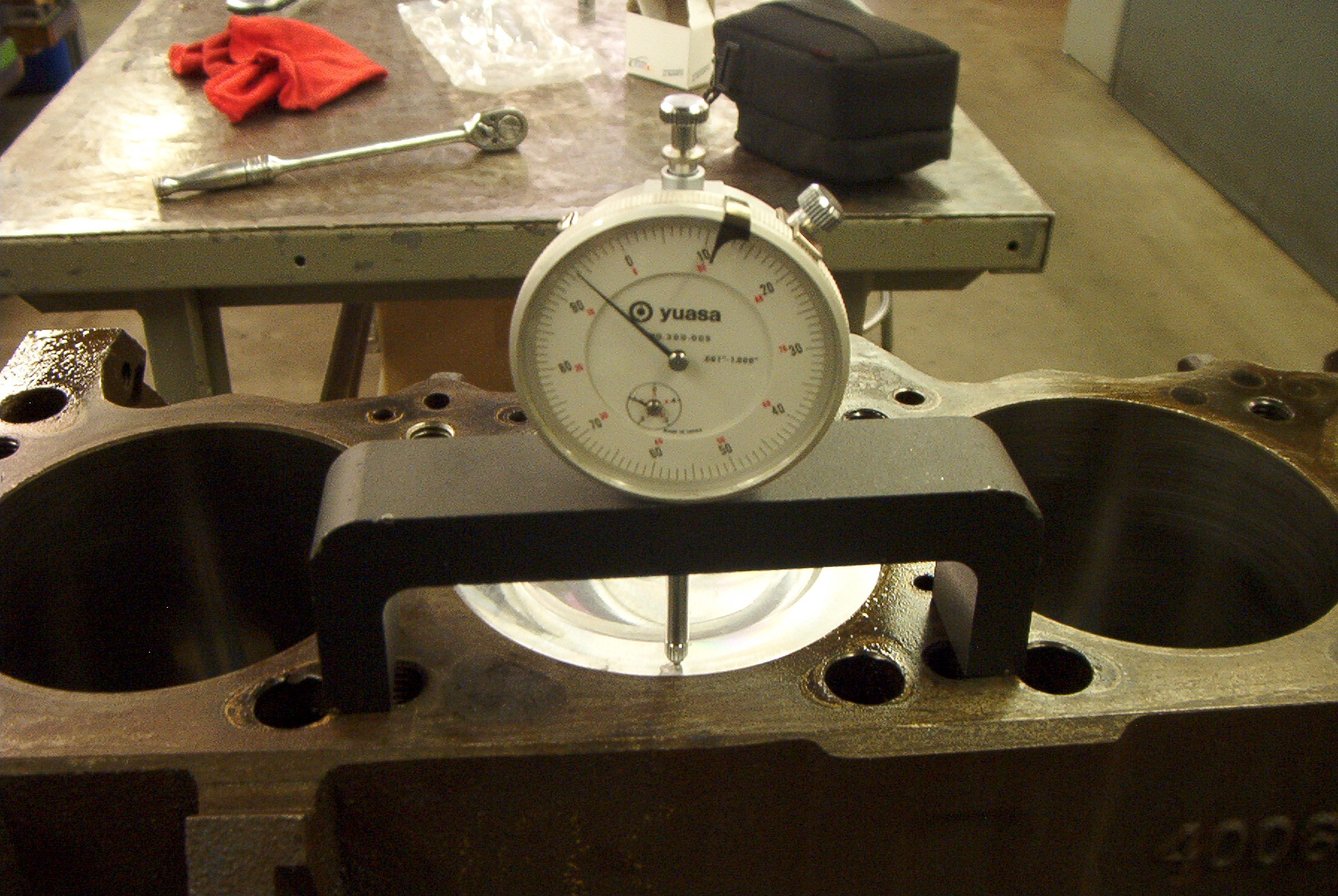
Measuring the piston
height. |
 |
Measuring the step height. |
 |
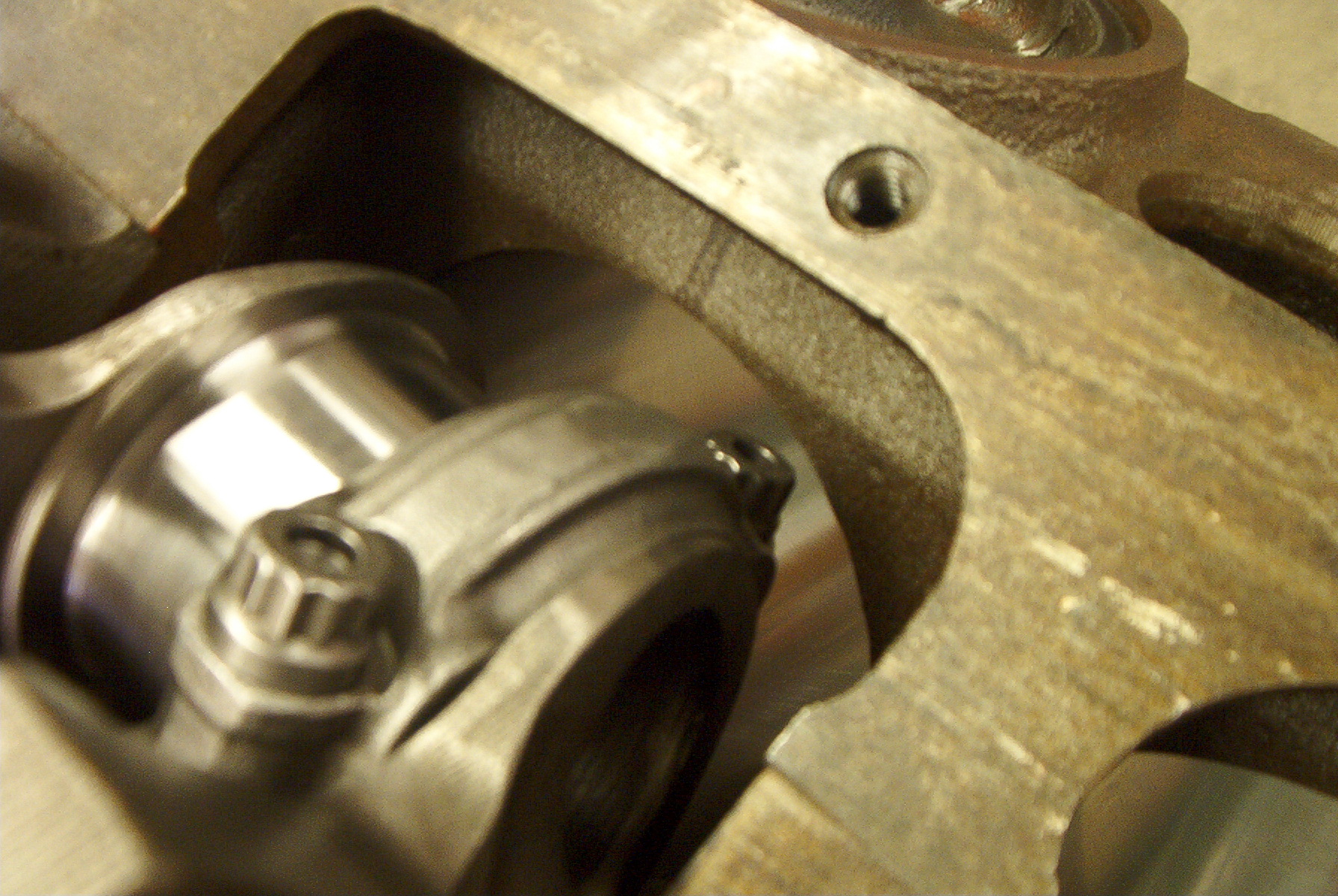
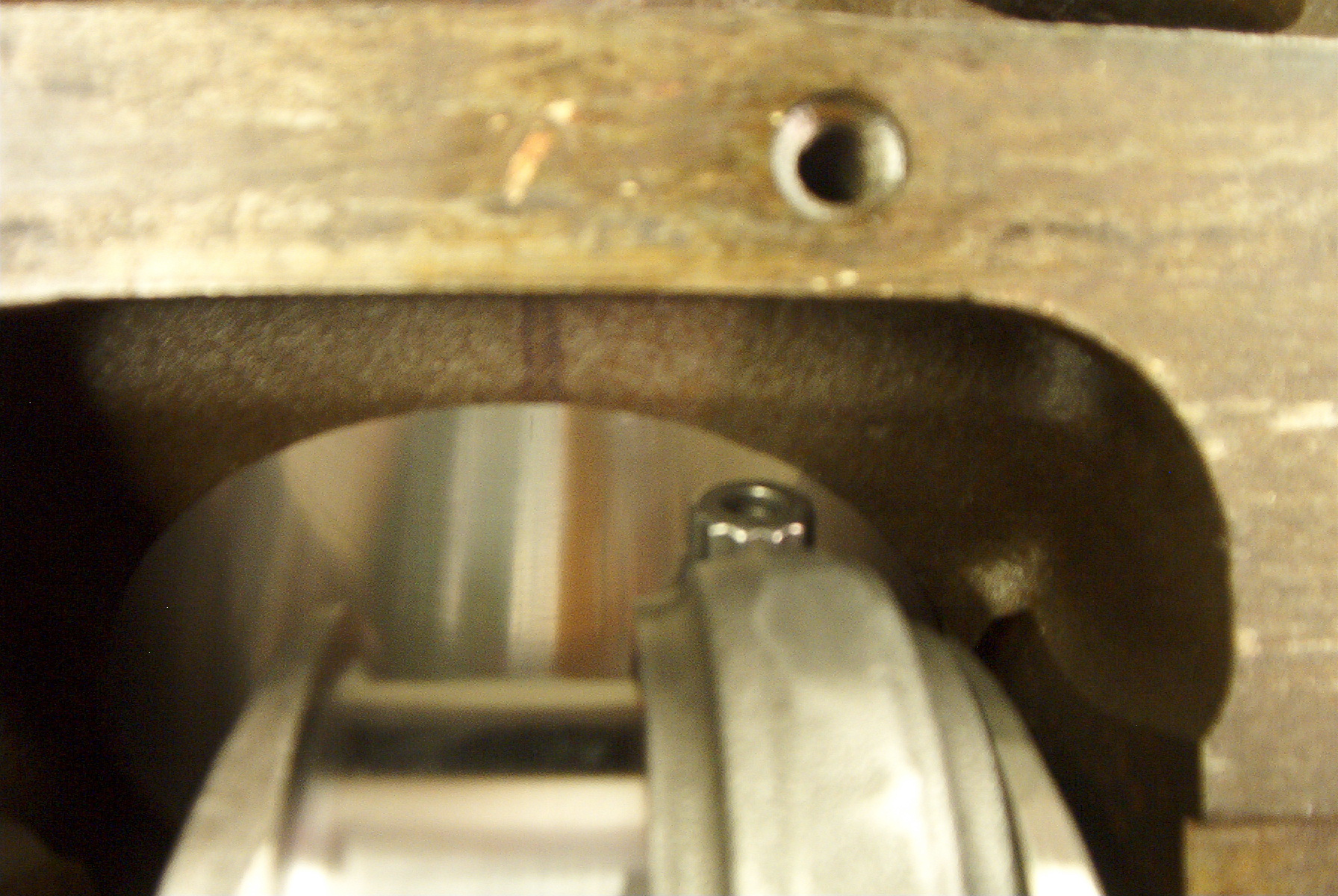
Checking the rod bolt to
cylinder bore clearance. It was completely satisfactory at about
an eighth of an inch. |
 |
Another view of rod bolt to
cylinder bore clearance. |
 |
A small sample of the newly
painted parts. |
 |
Smog pump and crank
pulleys. |
 |
The kickdown and throttle
bracket. |
 |
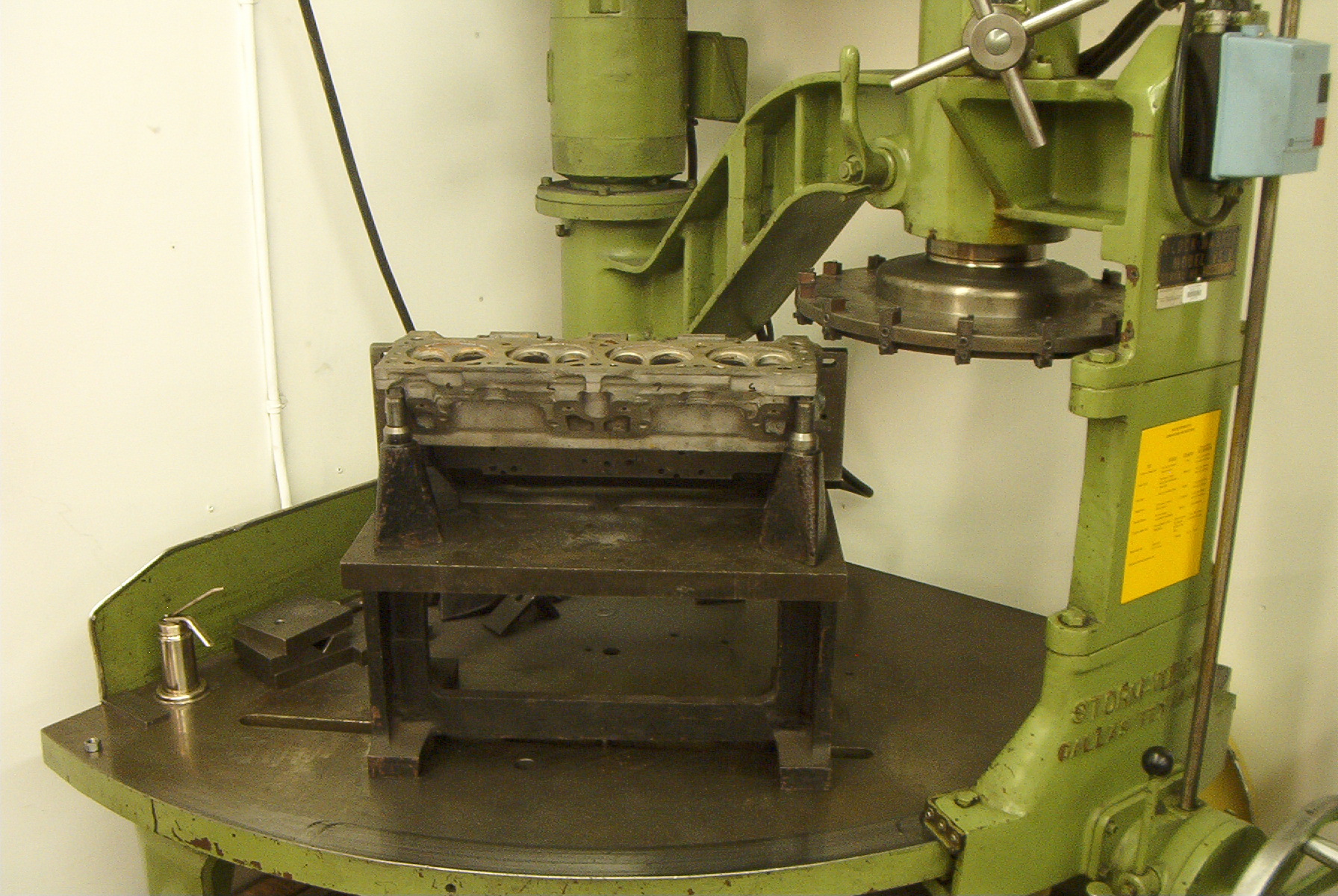
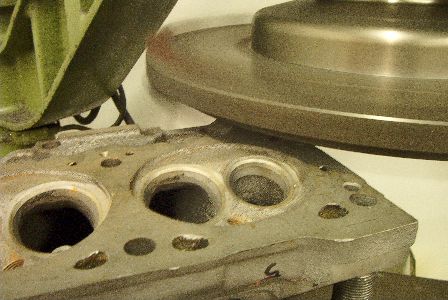
A head is affixed to the decking jig, and
is ready to be leveled and decked. On these heads I am taking
about fifteen thousandths of an inch off the surface, so as to bring the
quench pad down closer to the top of the piston, and to lower combustion
chamber volume. The heads originally checked out at 70ccs; after
decking they'll be around 68ccs, good for a two tenths of a point of
compression gain. |
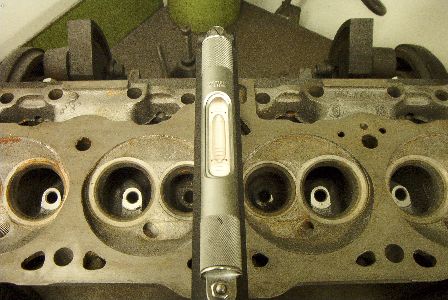 |
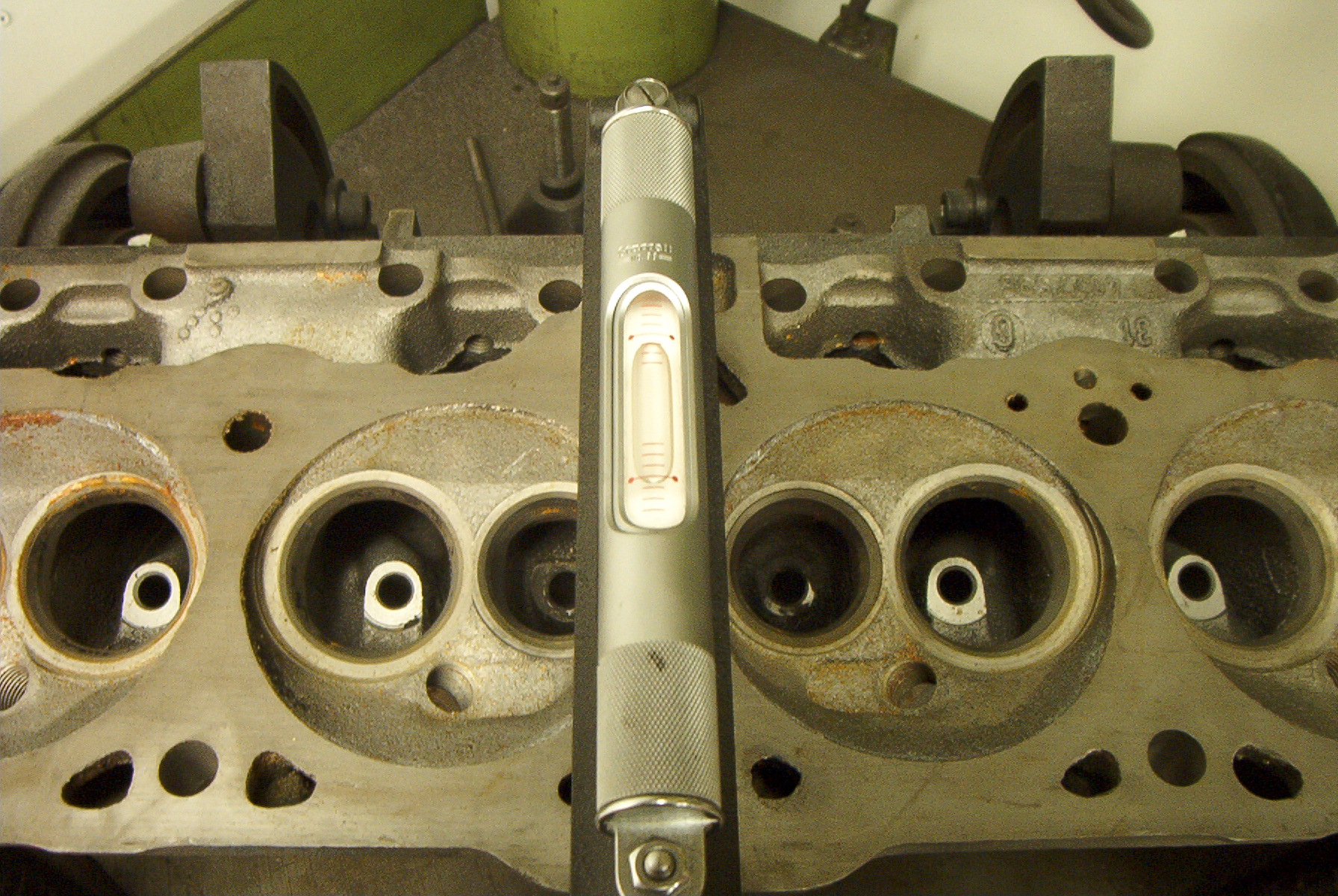
The head is leveled with a very accurate
spirit gauge. Each graduation represents two thousandths of an
inch of imbalance. To set the level, the gauge is set on the
decking machine table on two axises and the measurement is noted.
Then the gauge is placed on the head and set to the same measurements.
The head is first leveled on the back-to-front axis.
|
 |
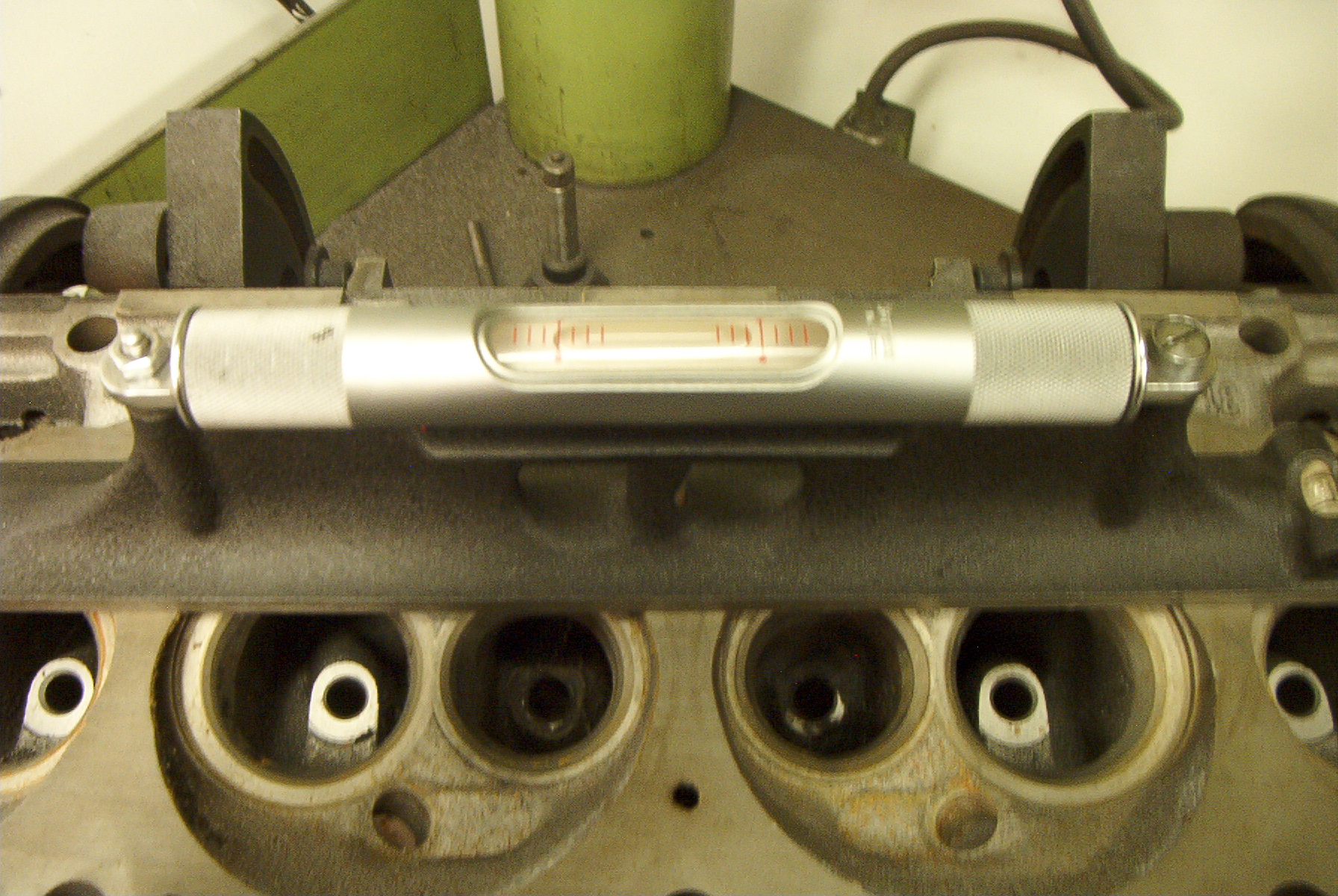
Then it is leveled on the side-to-side
axis. |
 |
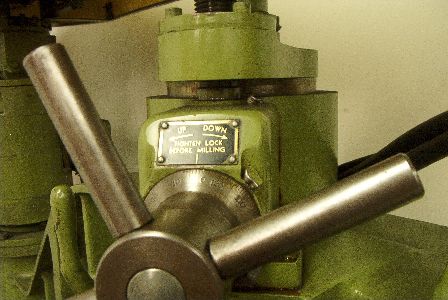
These are jacks. They are adjusted
by screwing them in or out. Even a quarter turn can dramatically
affect the level of the head. |
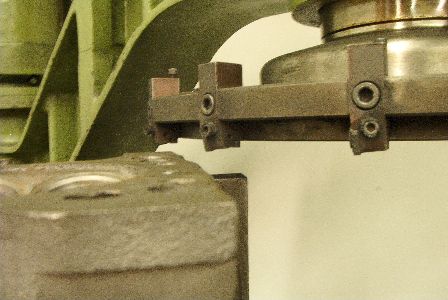 |
The milling head. Each of the
cutters must be level with each other. In this shop we just set it
once and forget it. |
 |
The adjustment knob.
|
 |
Action shot of the milling head. |
 |
Freeze-frame shot. Here you can see
the head has made contact, and is removing about three thousandths worth
of material as a base cut. |
 |
The entire head has been milled, as
evident by the clean surface finish. |
 |
Top-down shot. |
 |
After cutting, a roughing stone is passed
over the head surface to knock off the burrs and high spots. This
produces the somewhat dirty appearance of the deck surface.
Unfortunately, this machine sits on highly unstable ground and is very
finicky, and I was not familiar with its quirks until I had fully decked
both heads. So the heads are not entirely square in their
geometry. The adjustment knob is also quite loose and inaccurate.
This resulted in a major cut being taken when the knob was set to a
minor cut, and took a chunk out of the corner of the head before I shut
down the machine. I then corrected the adjustment, but there's
still a ridge of uneven heights in the corner. Luckily it's not on
a very important section, and won't see coolant, oil, or compression
pressure.
Will this adversely affect the engine's performance? No. Is
it annoying and unacceptable in a high performance build? Very
much so. Always triple check your measurements, and be sure the
ground underneath the machine shop isn't just sand. |
 |
The block is then set up to mill the deck
surface. I'll be taking approximately fifteen thousands off the
block surface as well, in order to bring the pistons further out of the
hole and closer to the head quench pad. |
 |
This is a jig to properly level the block.
It's attached to the mounting rods and secured to the block, and the
gauge is placed on the jig instead of the block. However, by this
time I had learned the quirks of the decker, and did not use the jig.
|
 |
New thick wall bronze valve guides have
been installed in the heads, as the stock valve guides were permitting
oil to seep into the combustion chamber. Unfortunately I did not
get any photographs of the entire drilling or installation procedures,
which are fairly interesting. Next time.
Thick wall bronze guides are the best type of guide available. The
bronze retains oil extremely well, has a good surface finish, and can be
removed later if necessary. Their service life is usually about a
hundred thousand miles, so for this engine I won't have to worry about
servicing them for quite a while. |
 |
This is a valve guide gauge.
Incredibly accurate, and incredibly expensive. It measures in
increments of two ten-thousandths of an inch. |
 |
The gauge is inserted into a guide to
check for proper clearances. On the intake valves, one-to-two
thousandths is acceptable. On exhaust valves, two-to-three
thousandths of clearance is desired, as they see more heat than intakes,
and need more clearance for better oiling and expansion. |
 |
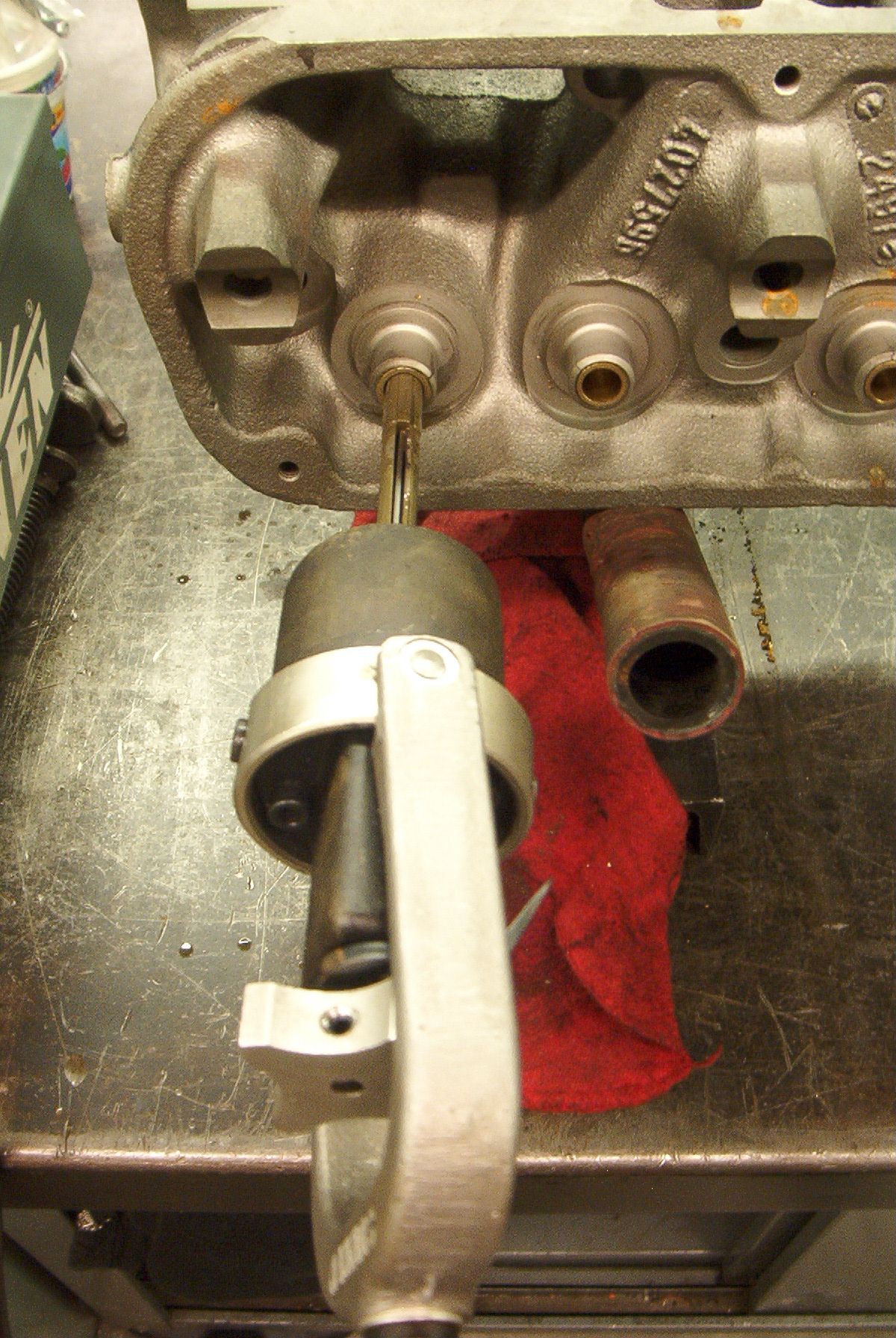
This is a valve guide hone. The
proper size mandrel is attached, and a stone is inserted. It's
then chucked up in a drill, or the chuck on the valve guide machine. |
|
 |
It's then inserted in the valve guide with
a bit of lube, and spun to hone the guide to size. |
 |
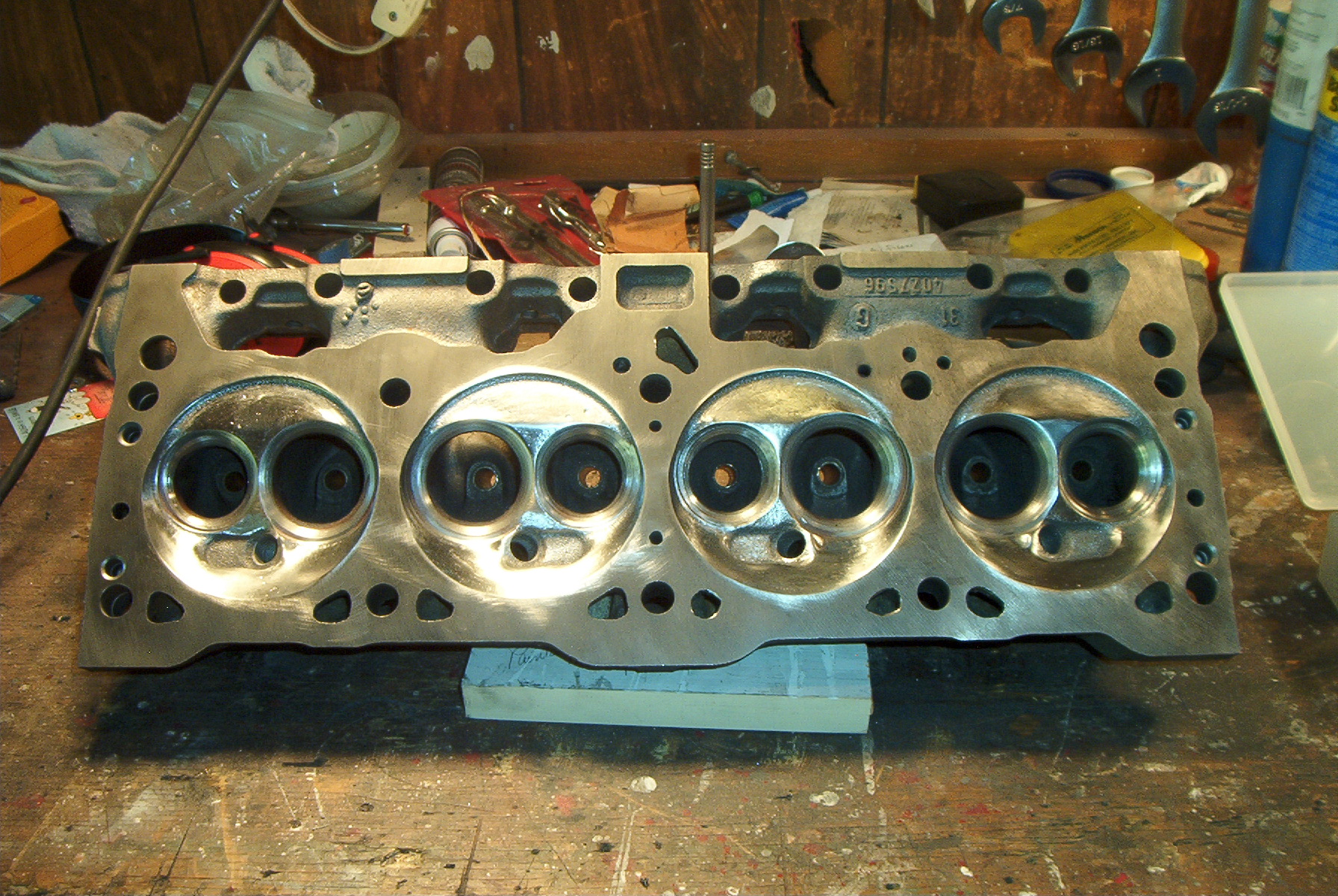
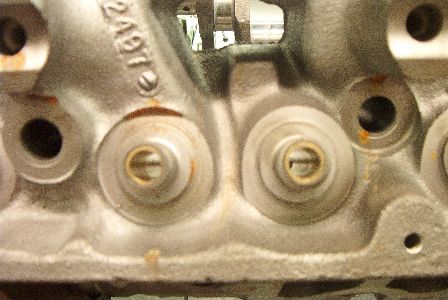
After the valve guides were installed and
sized, and the valve seats cut, I brought the heads home to port and
polish them. This is the head as it came from the decking machine. |
 |
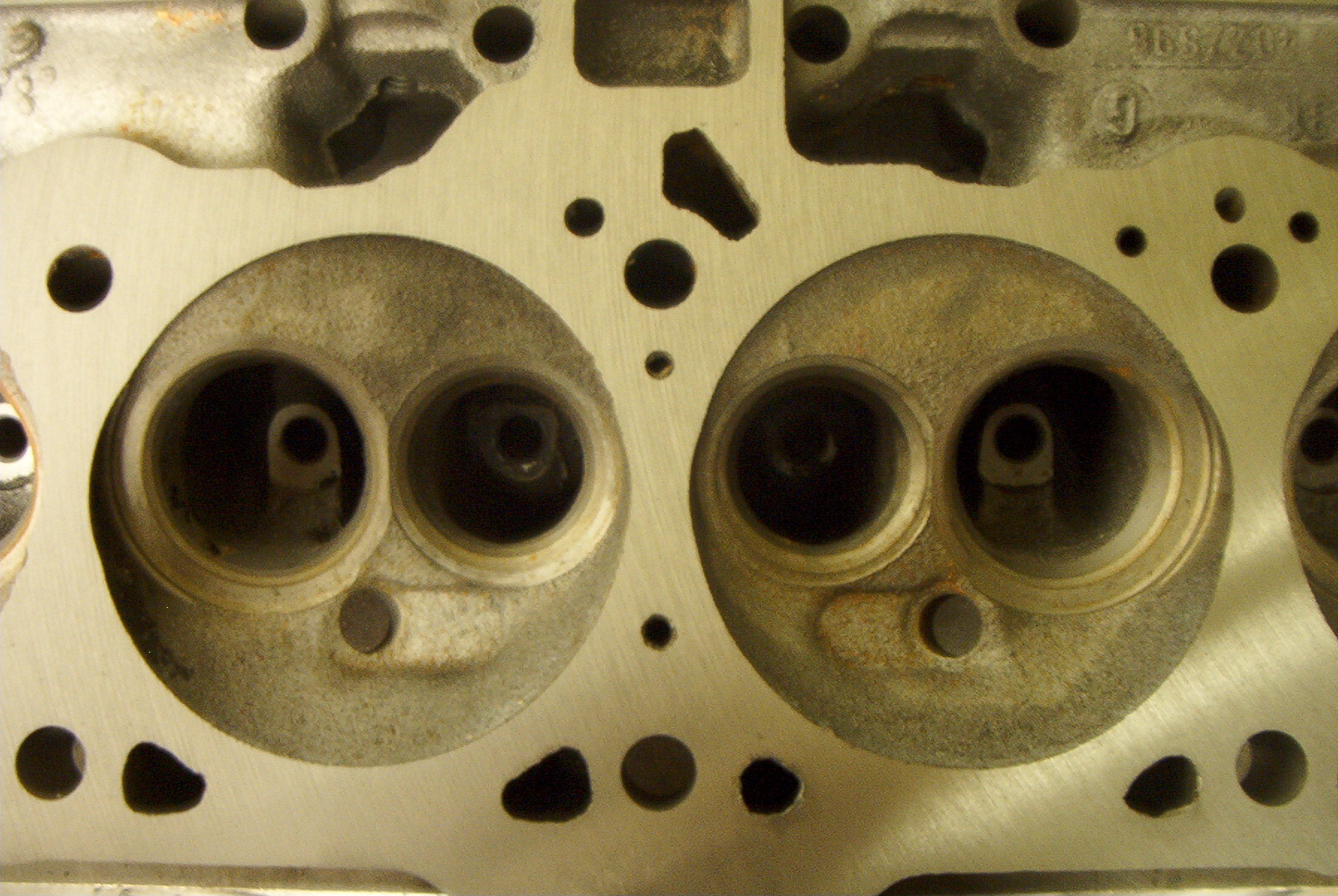
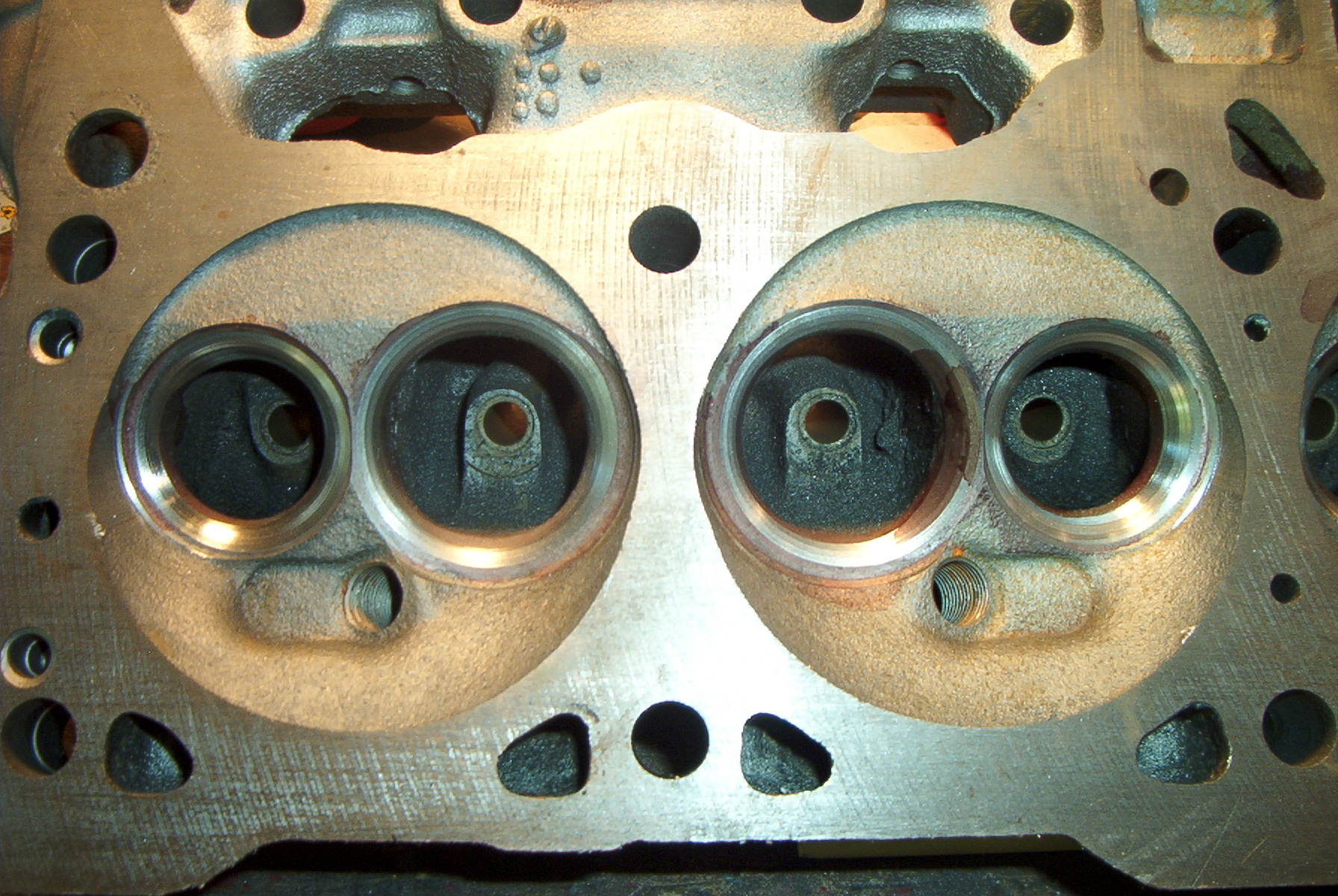
Note the rough surface of the combustion
chambers. Carbon would stick to this surface extremely easily, and
it's not the greatest surface for heat reflection. |
 |
In order to polish the whole head, I
simply took a paint stripping disc and went over the entire surface.
It's hard to get in the nooks and crannies, but I did an acceptable job. |
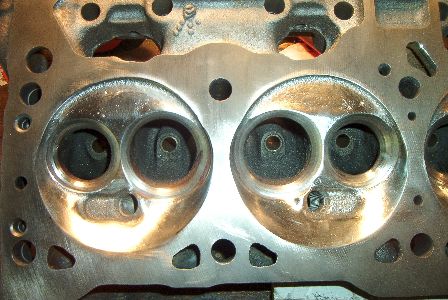 |
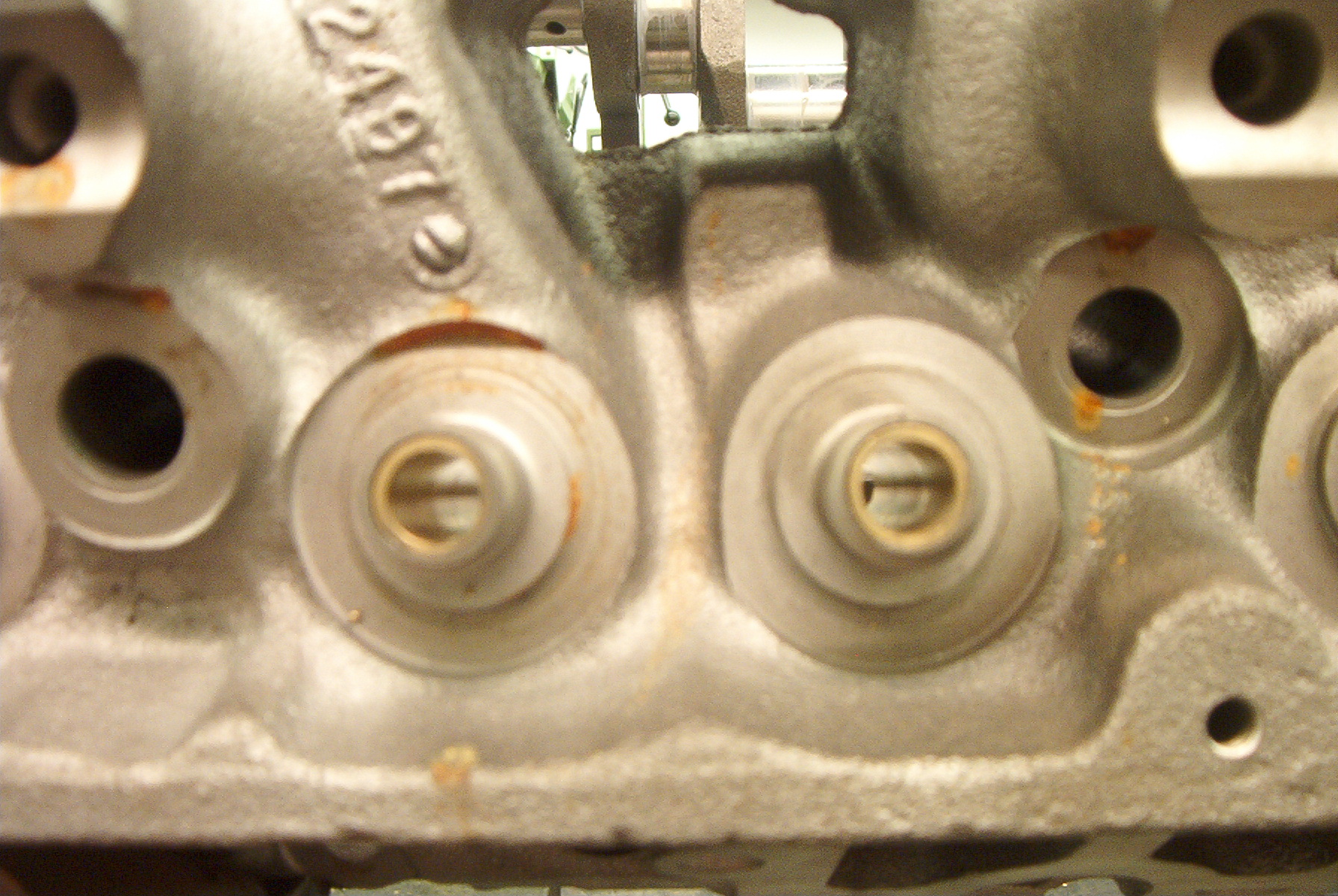
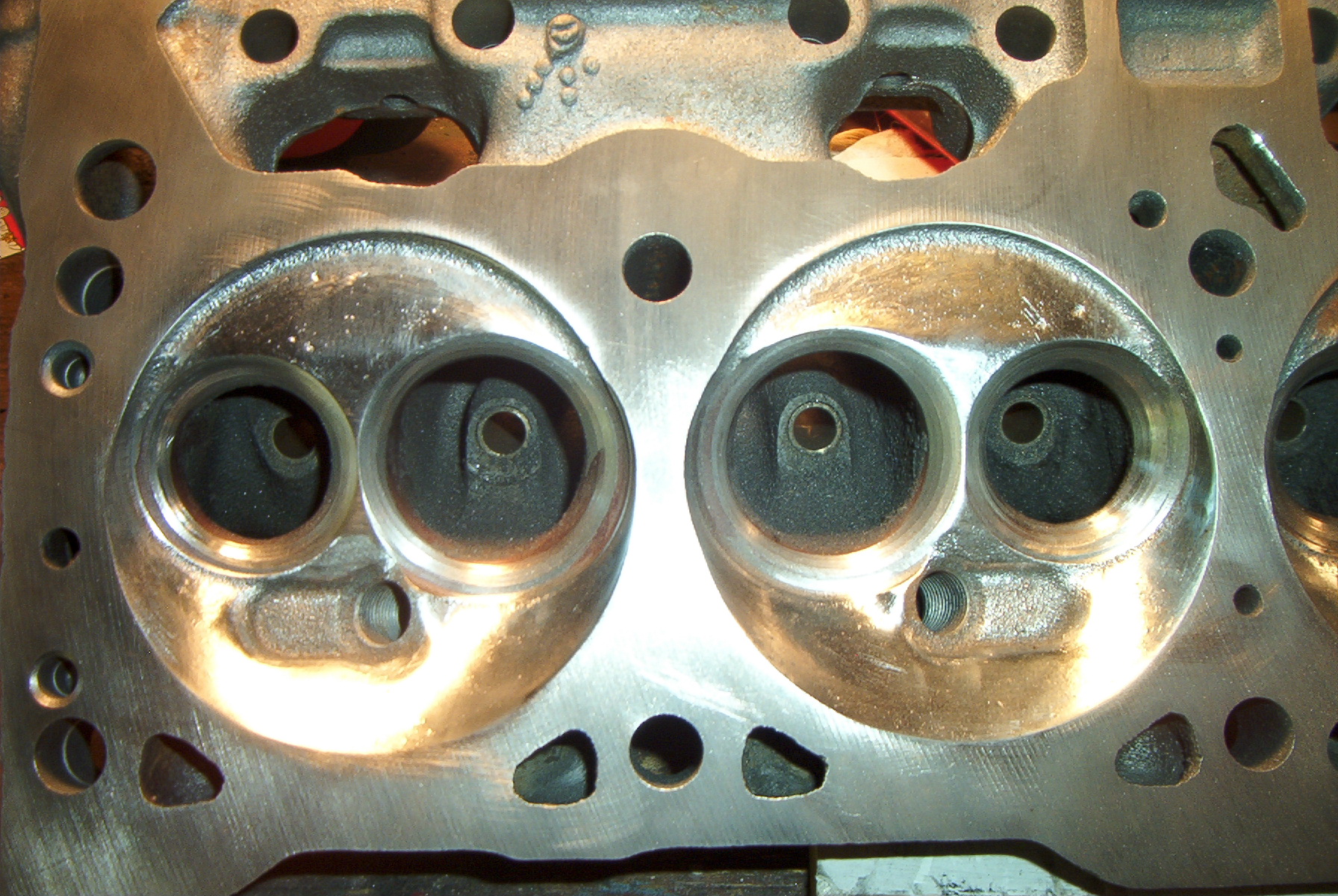
See how smooth the chambers are now?
Carbon will have a hard time sticking to that, and the shiny finish will
reflect more heat back into the chamber, increasing power and efficency. |
 |
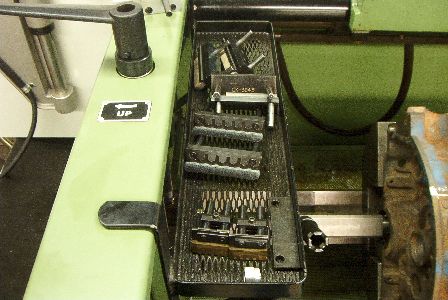
This is a basic head porting kit. It
comes with many different abrasive types, such as cartridge rolls, flap
wheels, and polishing heads. This kit has two different grits,
coarse and fine.
The abrasives are chucked up in an air die grinder, which is run at
about half power for better control and longer abrasive life. The
heads are then gone over to polish up all the air flow surfaces. |
 |
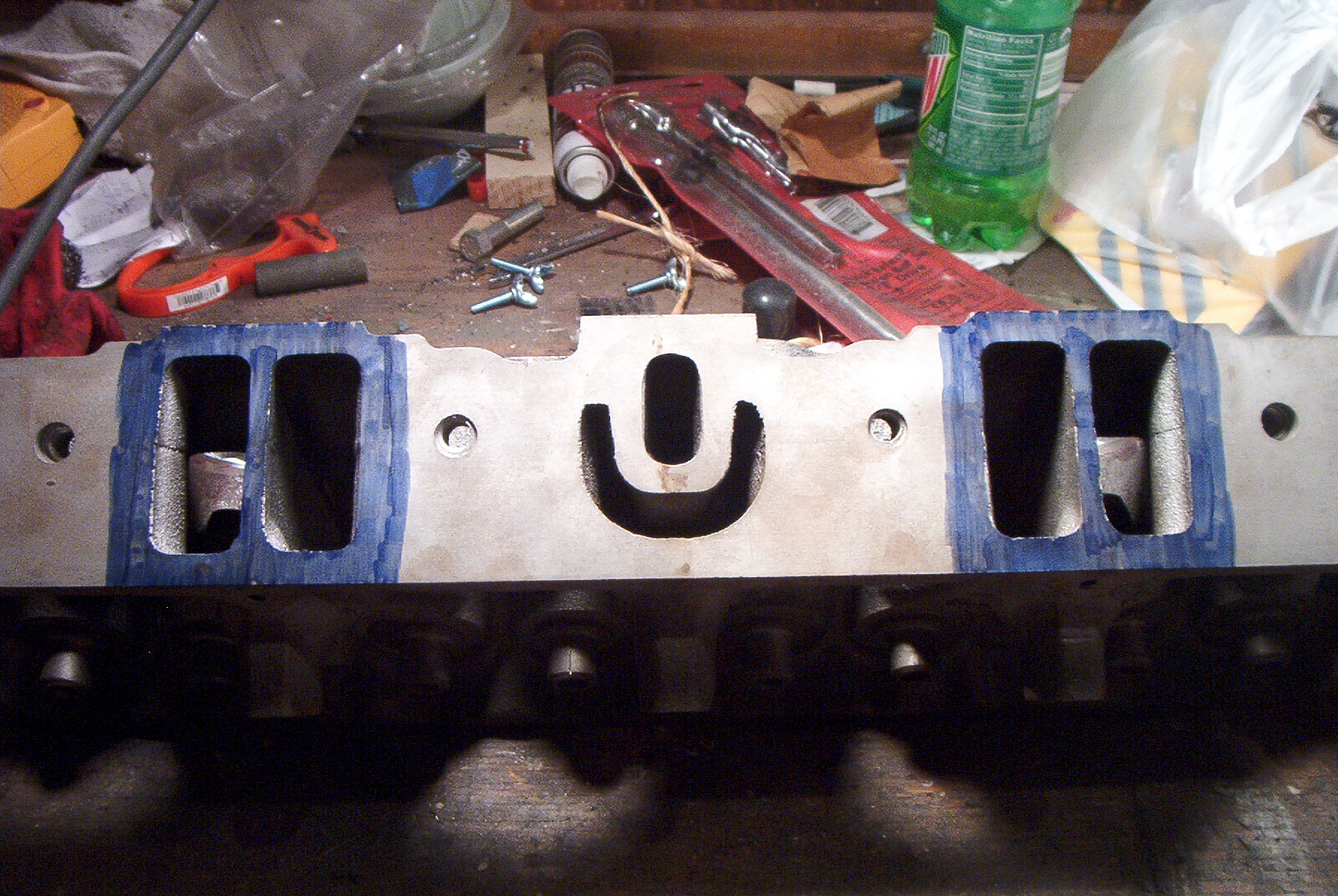
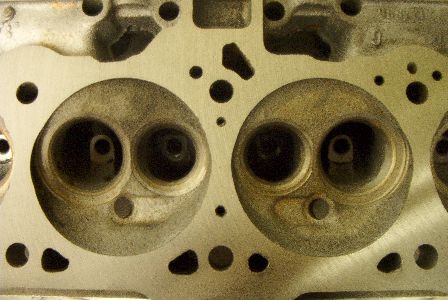
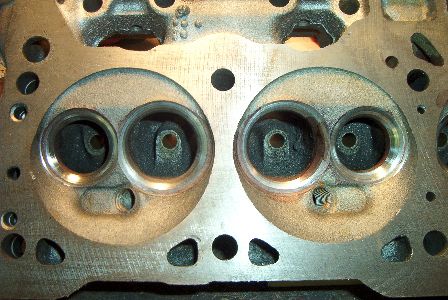
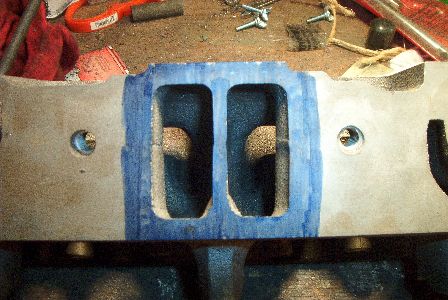
These are the intake ports. Notice
all the casting flash and small size, as well as the pushrod tube
pinching the port. This will all be ground off and/or smoothed
down in order to promote higher air flow. |
 |
First I gasket match. In order to do
this, I mark up the ports with a dry erase marker. |
 |
Close up. |
 |
Then the intake gasket is bolted to the
head. |
 |
Where ever the head shows up inside the
gasket port will either be removed or smoothed out. So I don't
damage the gasket, the port outline is scribed on the head. |
 |
A poor photo, but it shows the scribe
line. |
 |
I also touched up the exhaust crossover.
There are no photos of the resulting ported and polished head, simply
because I forgot to take them. However, these are the
modifications I did to the heads:
Gasket matched the ports.
Smoothed out and polished the pushrod pinch area for greater air flow
over the hump.
Polished the first half inch of the port, leaving the rest of the port
rough to promote greater atomization of the air-fuel mixture.
Unshrouded the valves.
Unshrouded the spark plug boss.
Increased the surface finish of the entire combustion chamber.
Smoothed and polished the entire exhaust port and runner to promote
greater exhaust flow.
Deburred all sharp corners and surfaces. |
 |
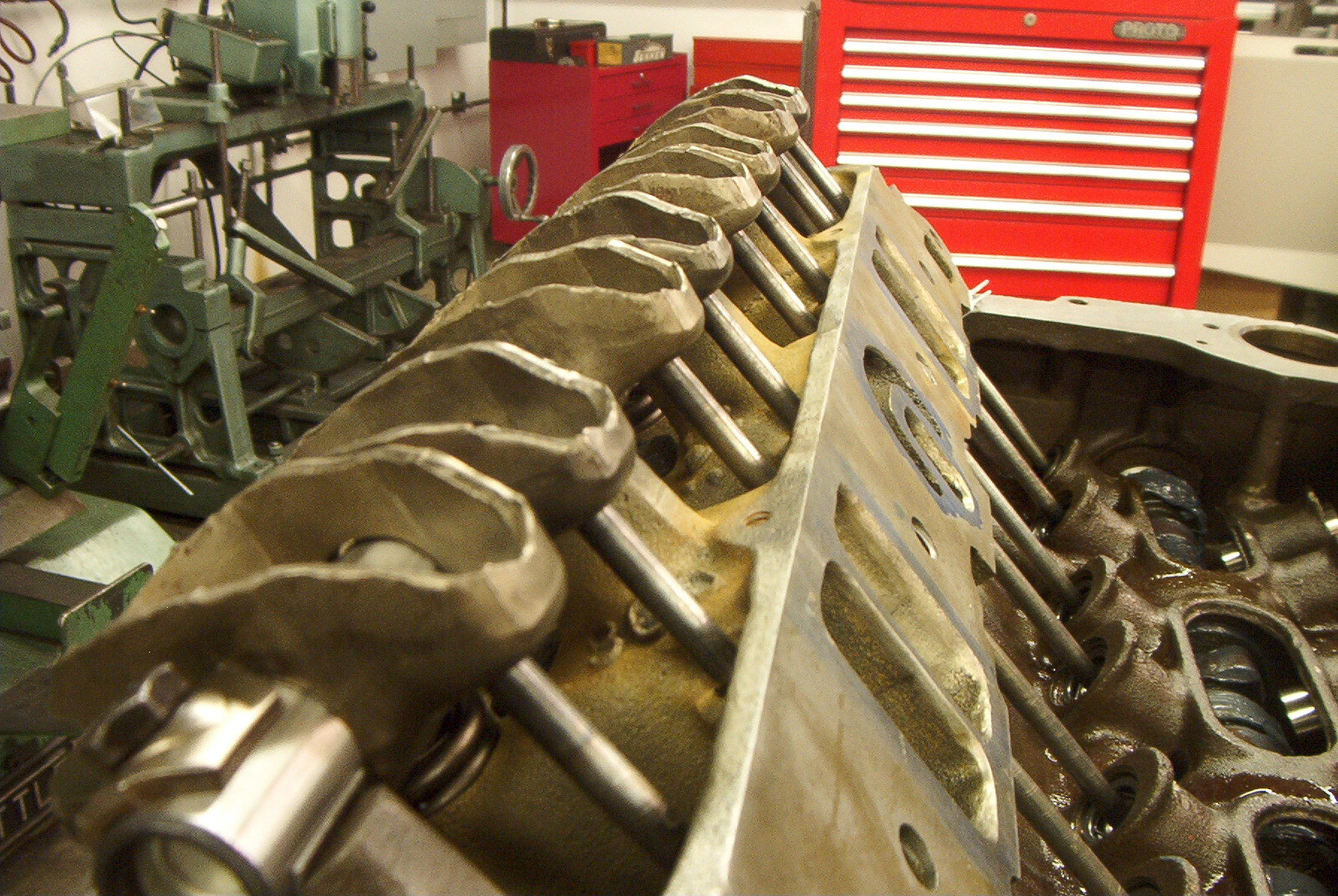
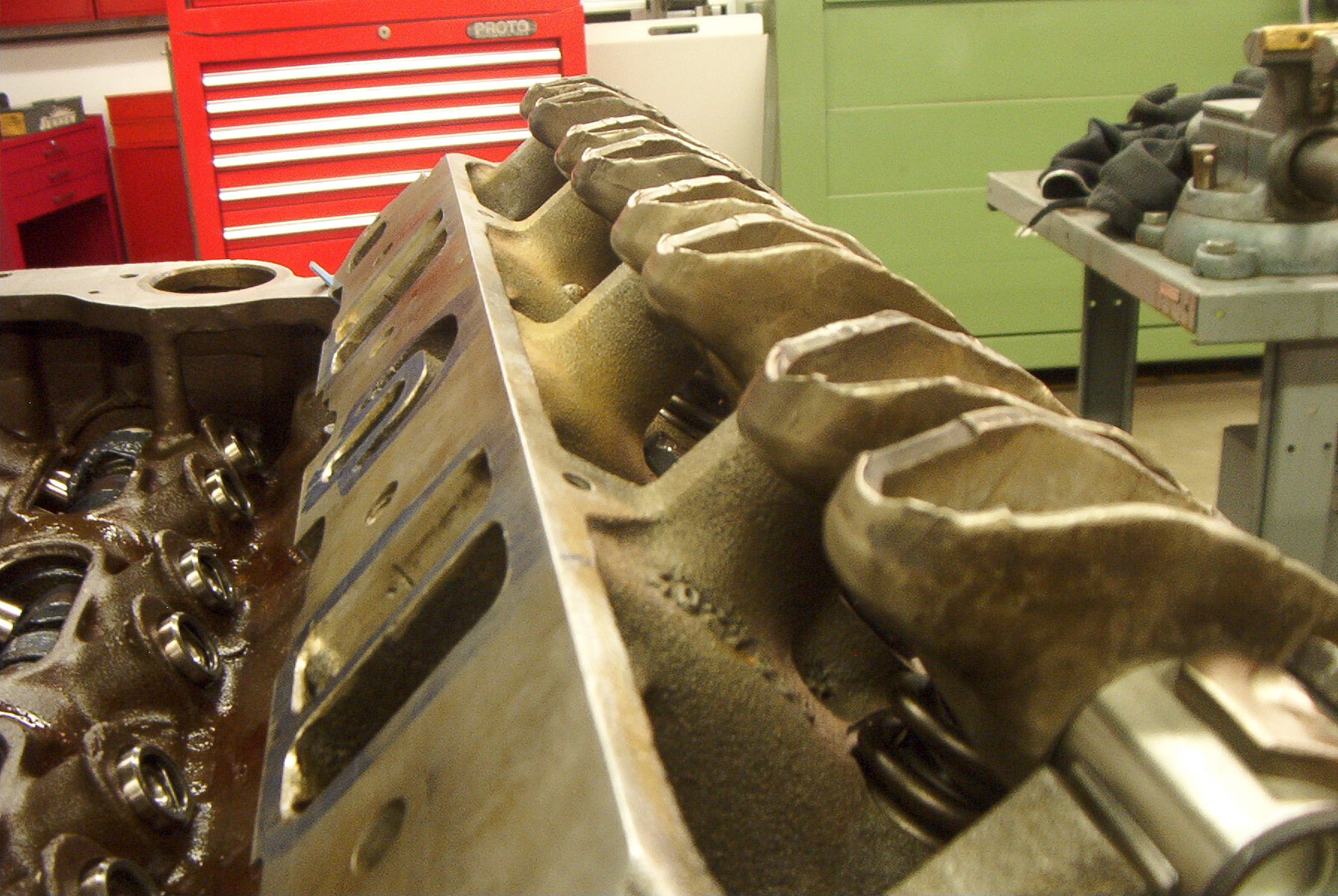
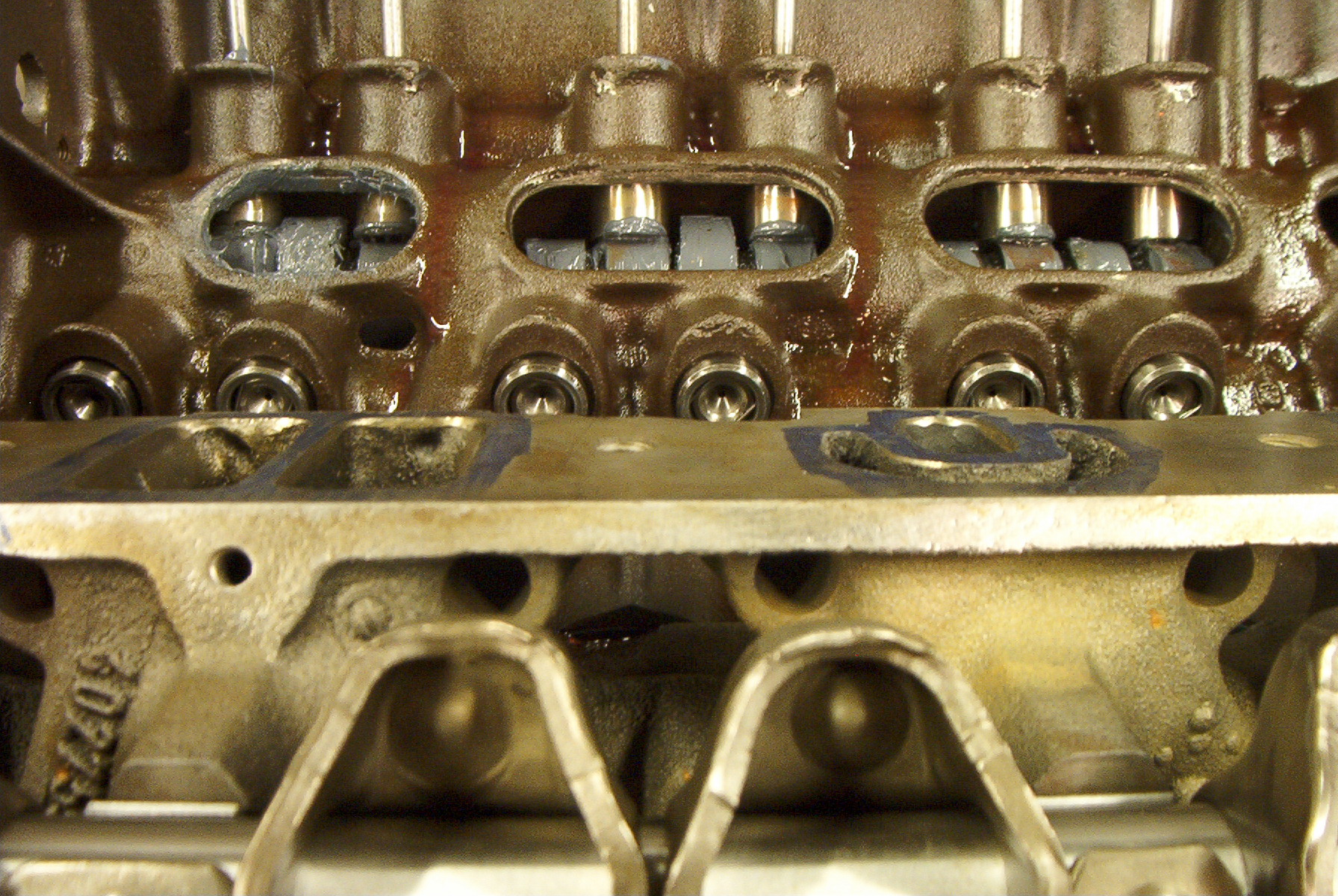
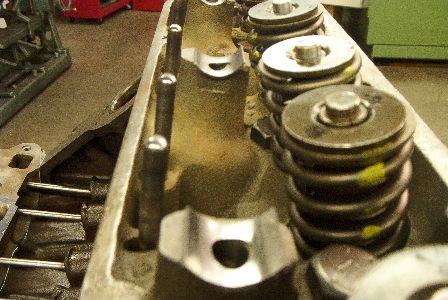
Half of the valve train has been
installed. On the left you can see the pushrods and rocker arms. |
 |
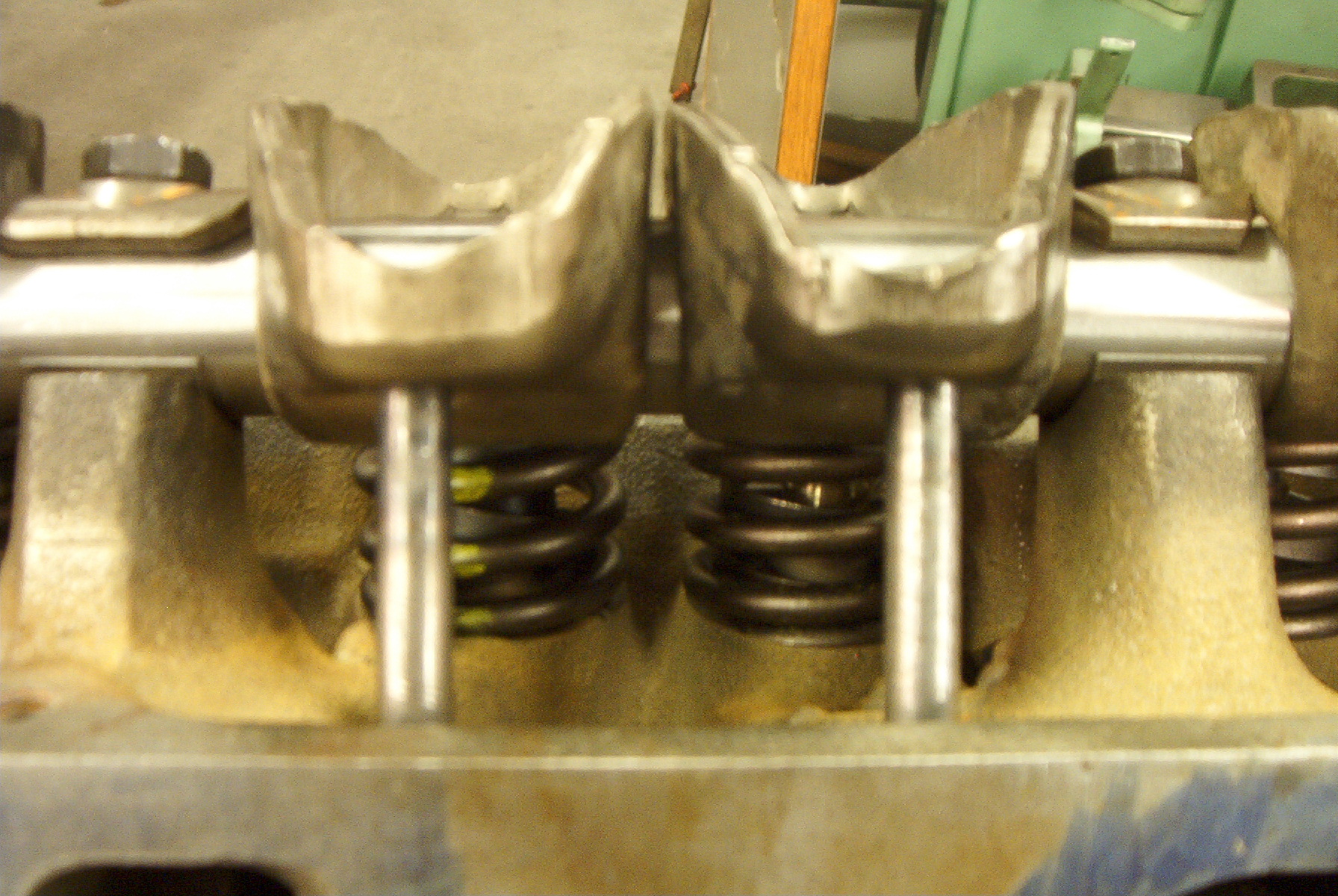
Shot of the passenger side valve train. |
 |
The driver side valve train. No
pushrods yet. |
 |
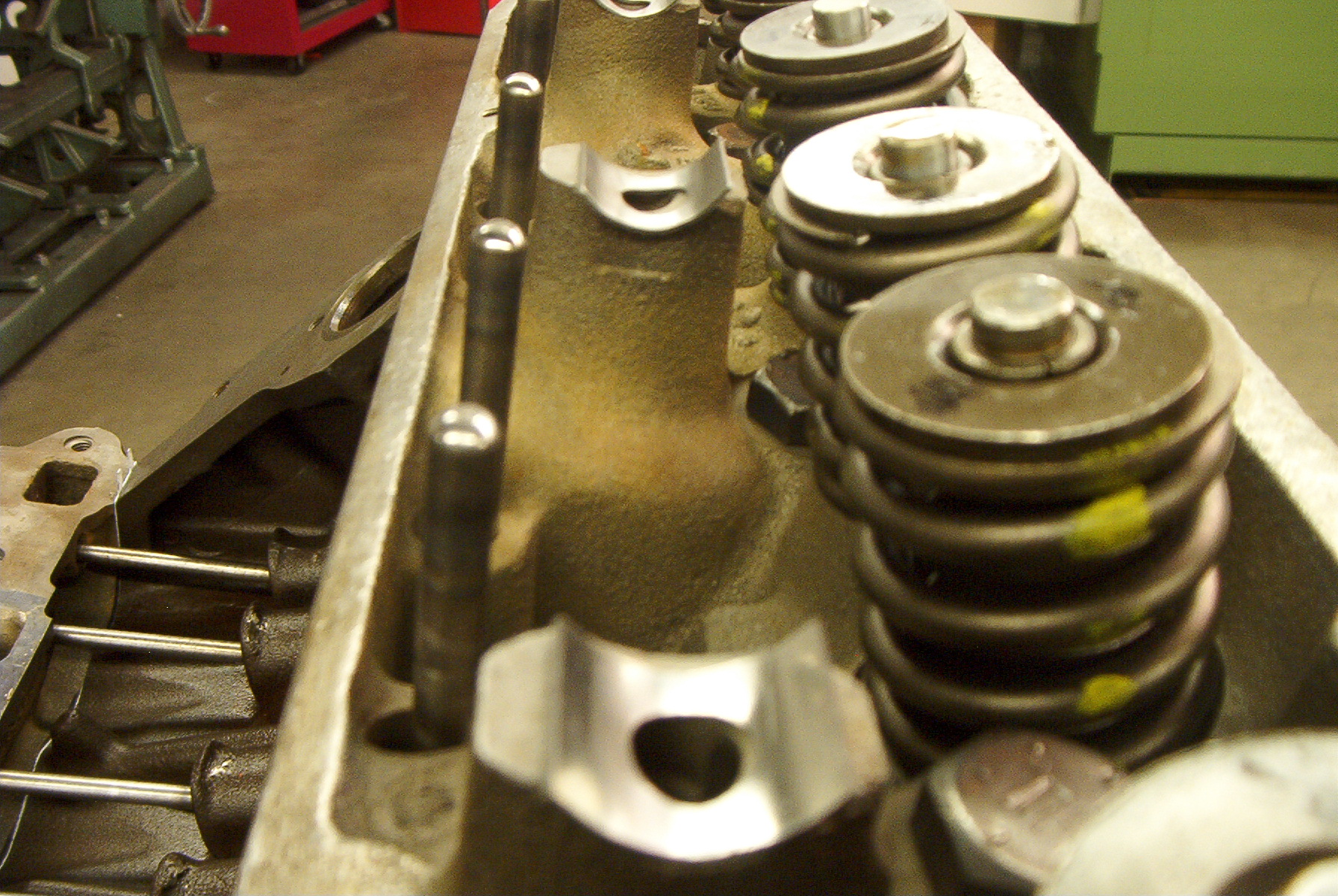
These are rocker arm shims. Since I
milled a total of thirty thousandths off the head and block, the pushrod
geometry was changed. I did not want to purchase new pushrods or
adjustable rocker arms, so I instead used thirty thousandths thick shims
to raise the rocker arm shaft back to roughly its original position.
This ensures proper geometry, and proper lifter preload. |
 |
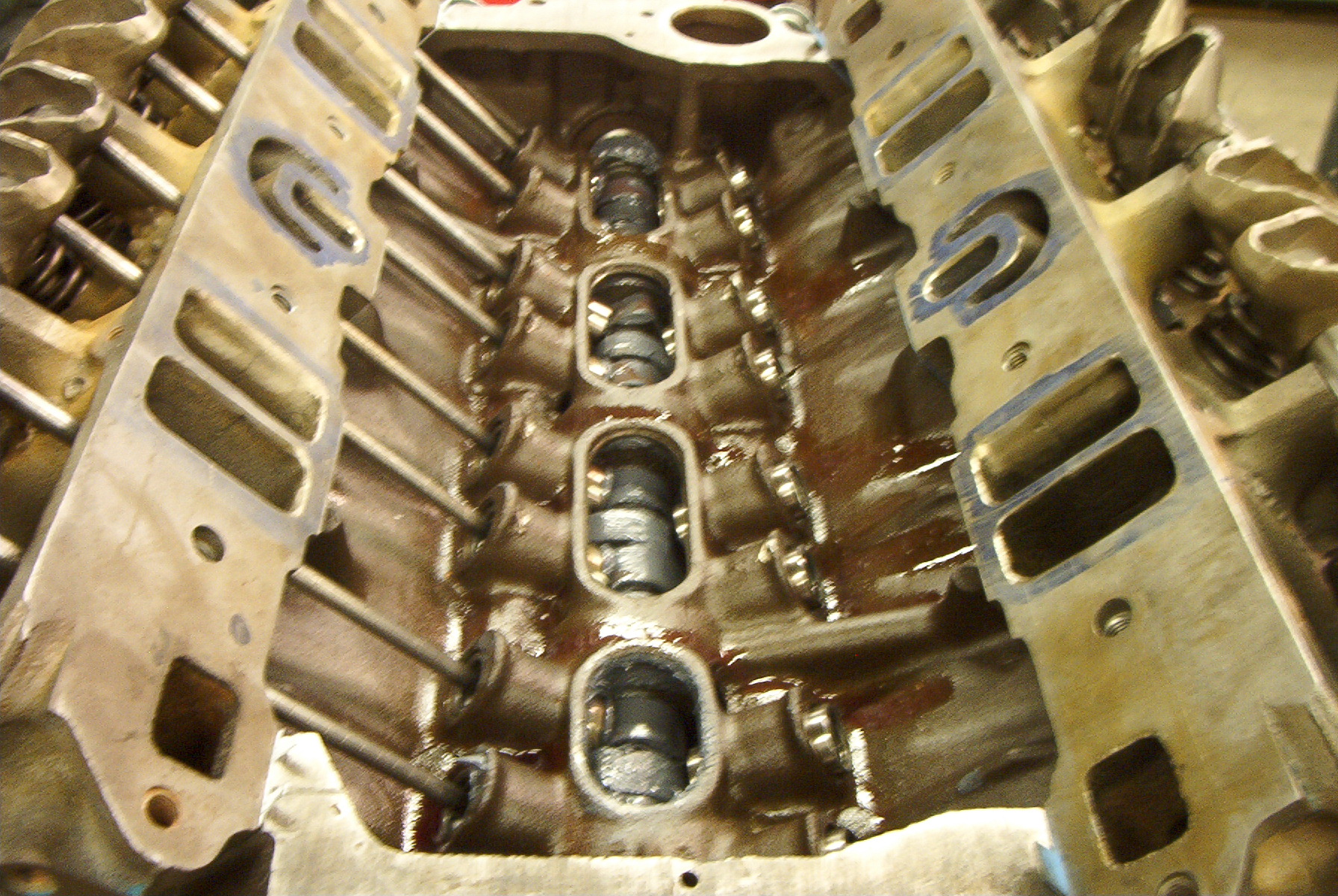
The push rods sit in the lifters, shown in
the middle of the photo, and go up through the holes in the head to sit
in the rocker arm, shown at the bottom. |
 |
Shot of how the pushrod sits in the rocker
arm. |
 |
This is how the lifter rides along the
camshaft. This is a hydraulic flat tappet camshaft, which means
the bottom of the lifter rides directly on the surface of the cam lobe.
The lifter bottom is slightly radiused to promote spin, and the cam lobe
is slightly offset to further promote spin. If the lifter doesn't
spin, it will quickly wear the cam lobe down. The black grease is
molybdenum grease, required on flat tappets for break-in. |
 |
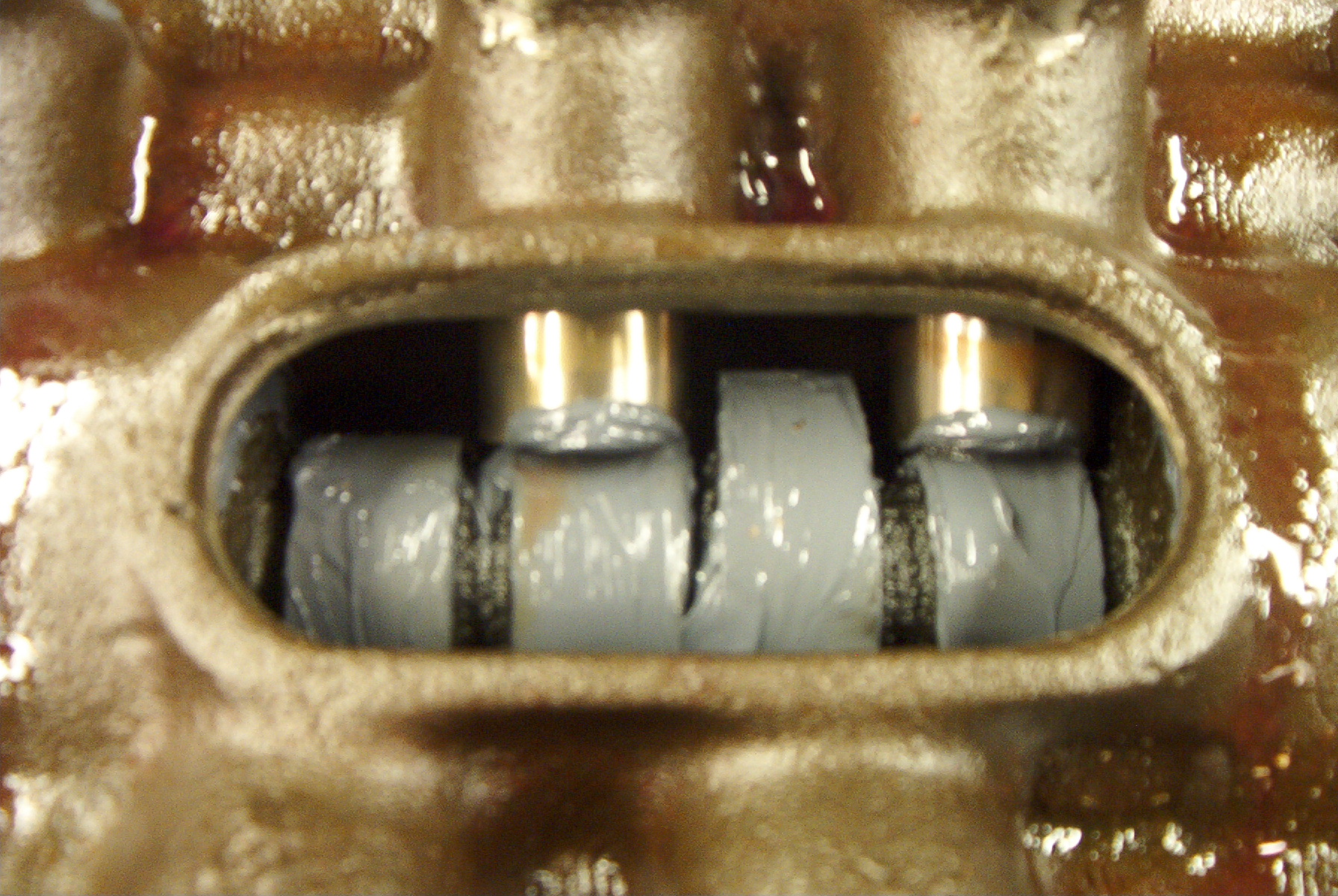
All the rocker arms are contacting the
valve stem tips. |
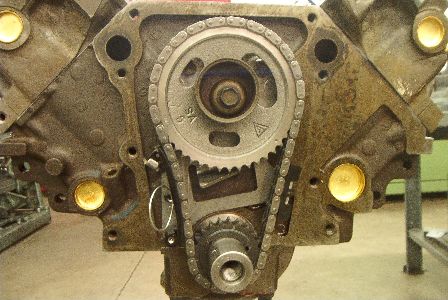 |
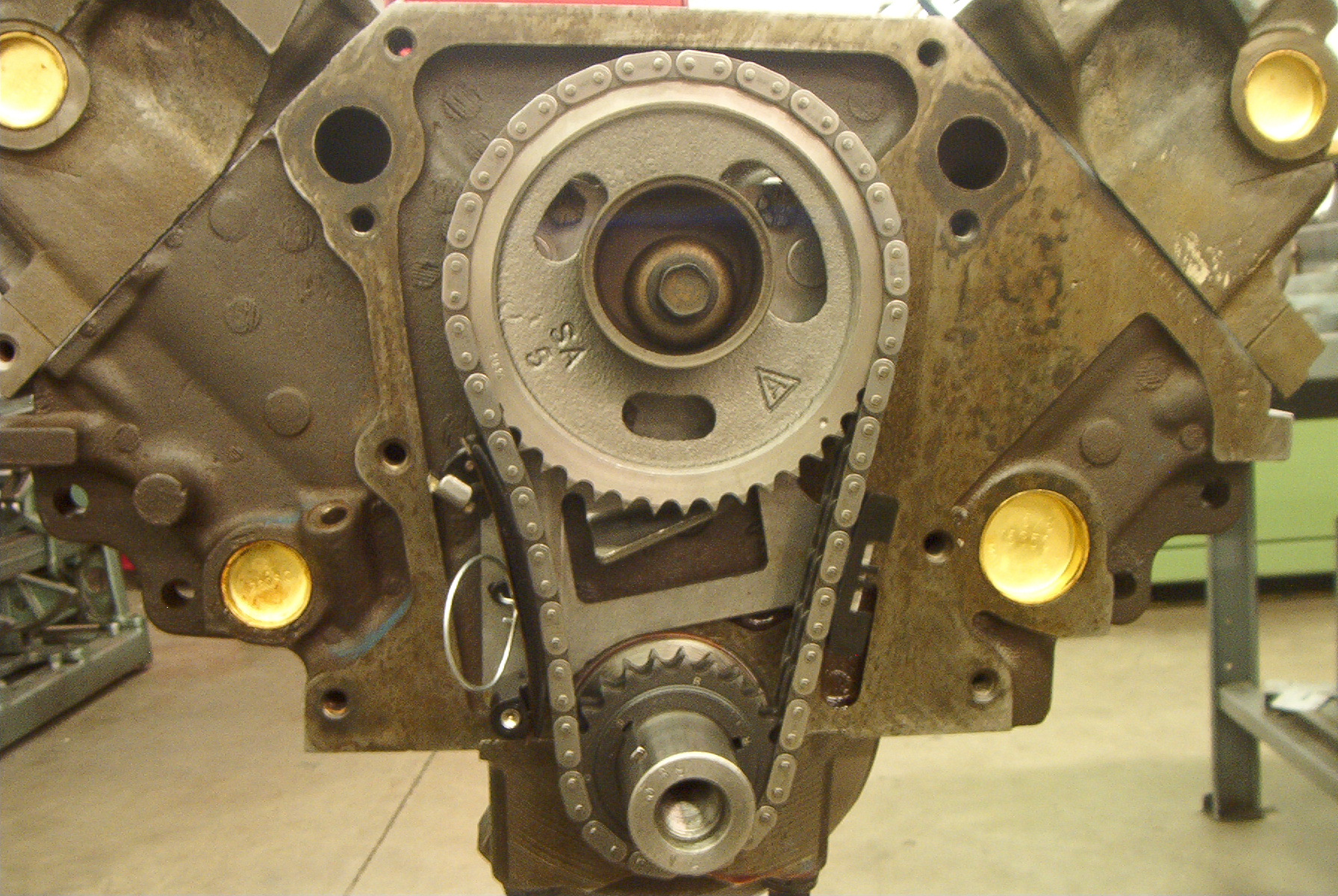
A camshaft retainer plate meant for a
mid-nineties Magnum V8 fits the older LA style V8s just fine. This
plate also has a spring loaded timing chain tensioner, which ensures
proper chain tension throughout the life of the engine. I also
used a new double roller type timing chain for extra reliability.
The fuel pump eccentric is bolted to the camshaft after the timing gears
are installed. |
 |
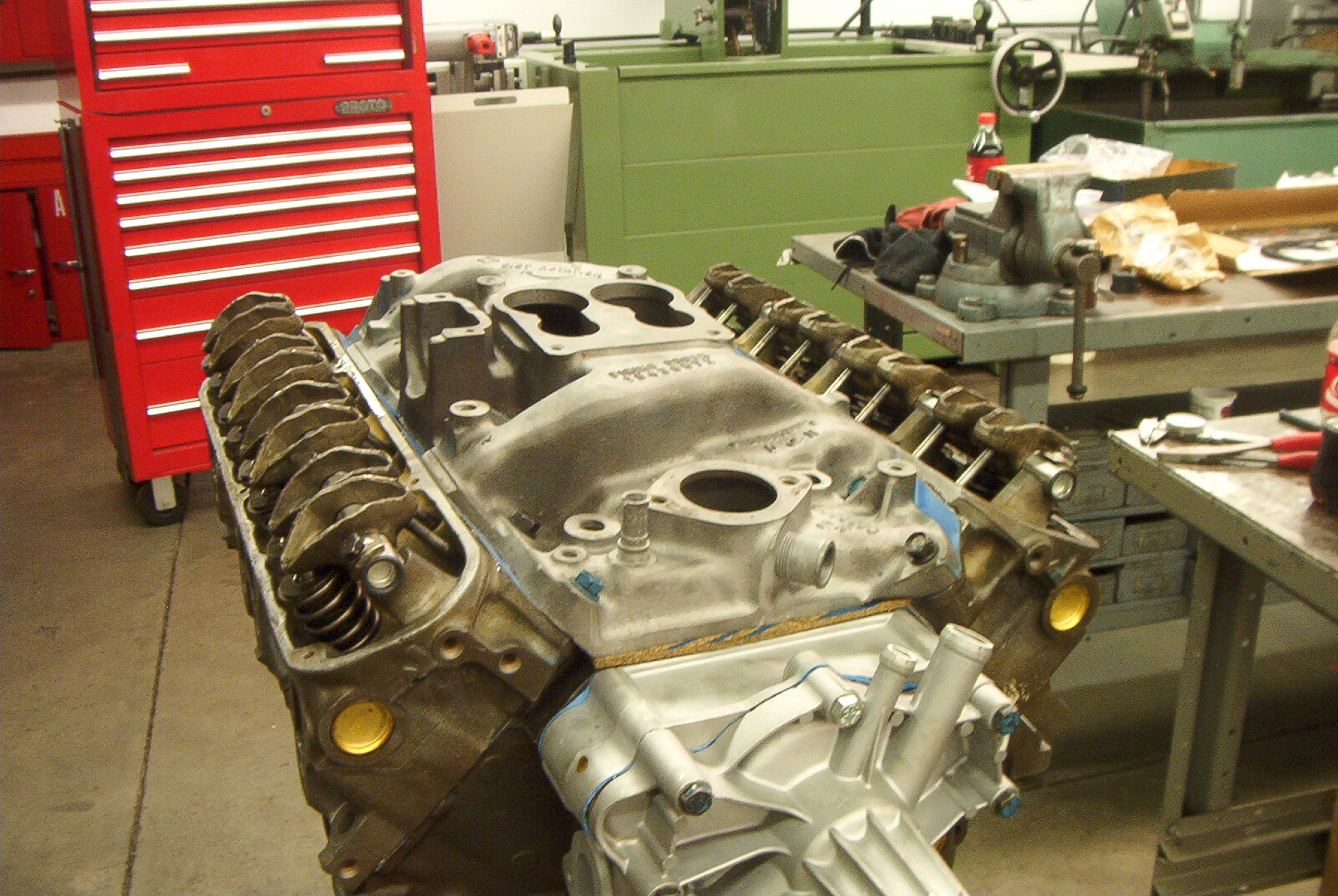
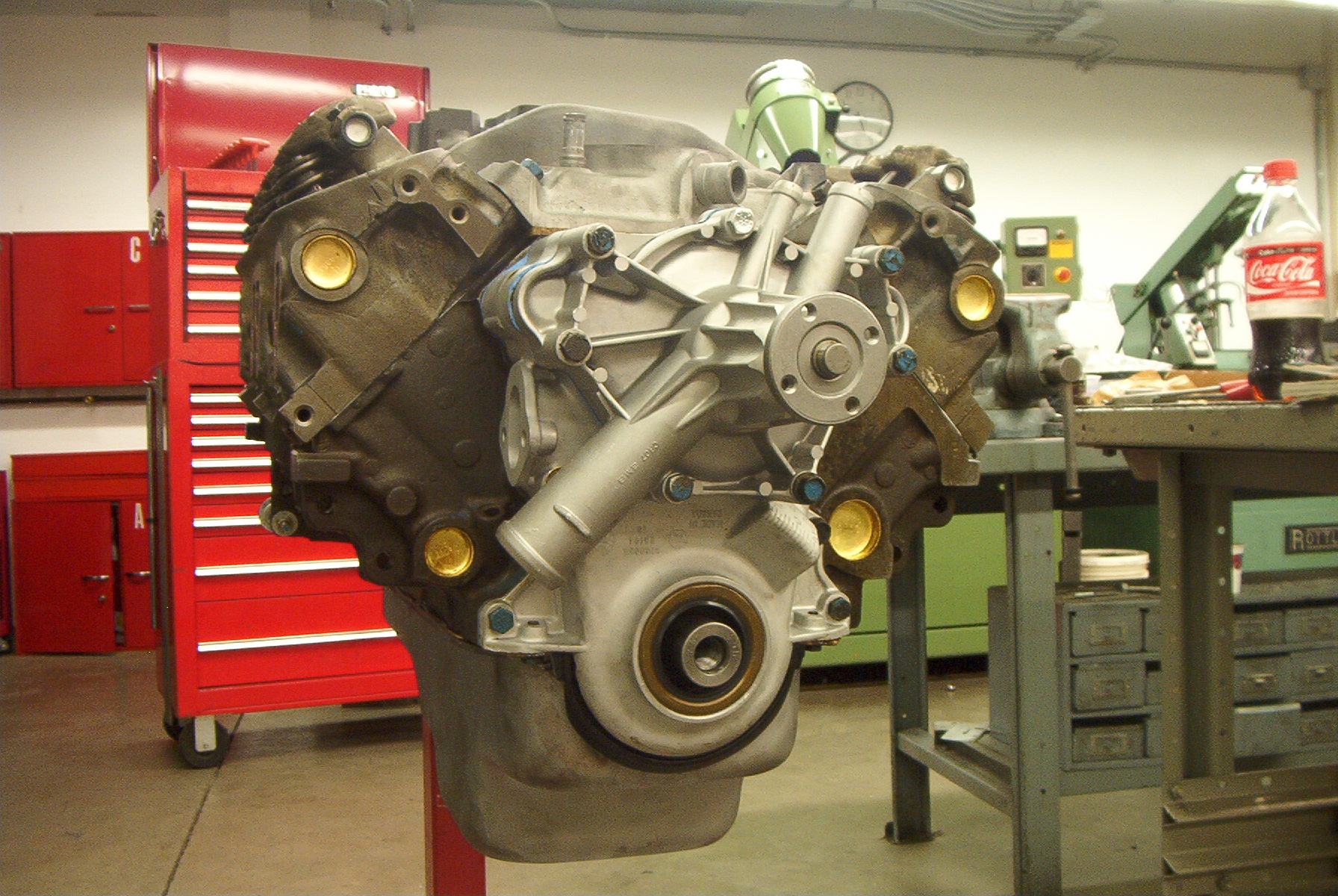
The intake manifold, timing cover, and
water pump are bolted to the engine... |
 |
...As well as the oil pan. |
 |
Now at home, the engine is prepped for
painting. |
 |
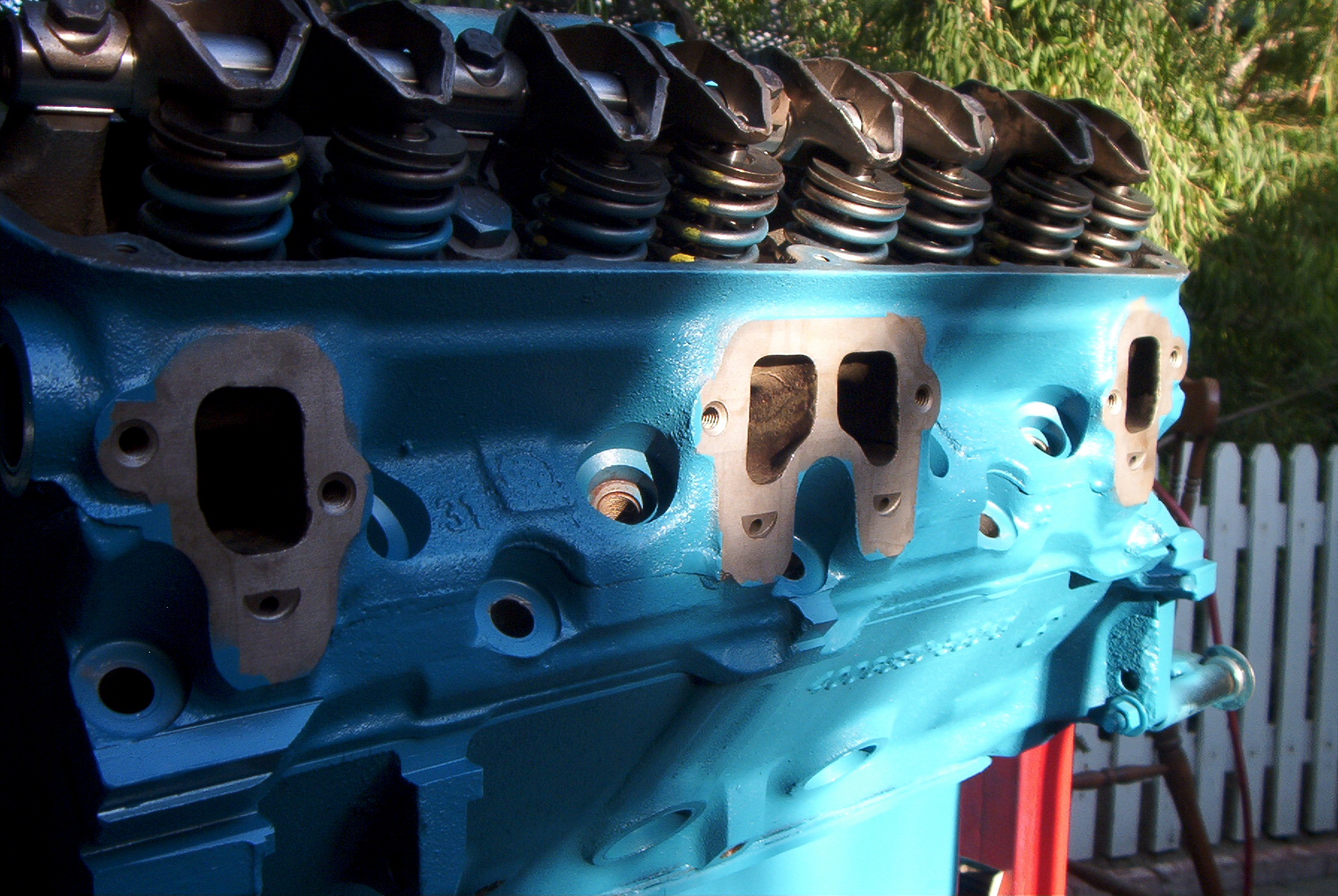
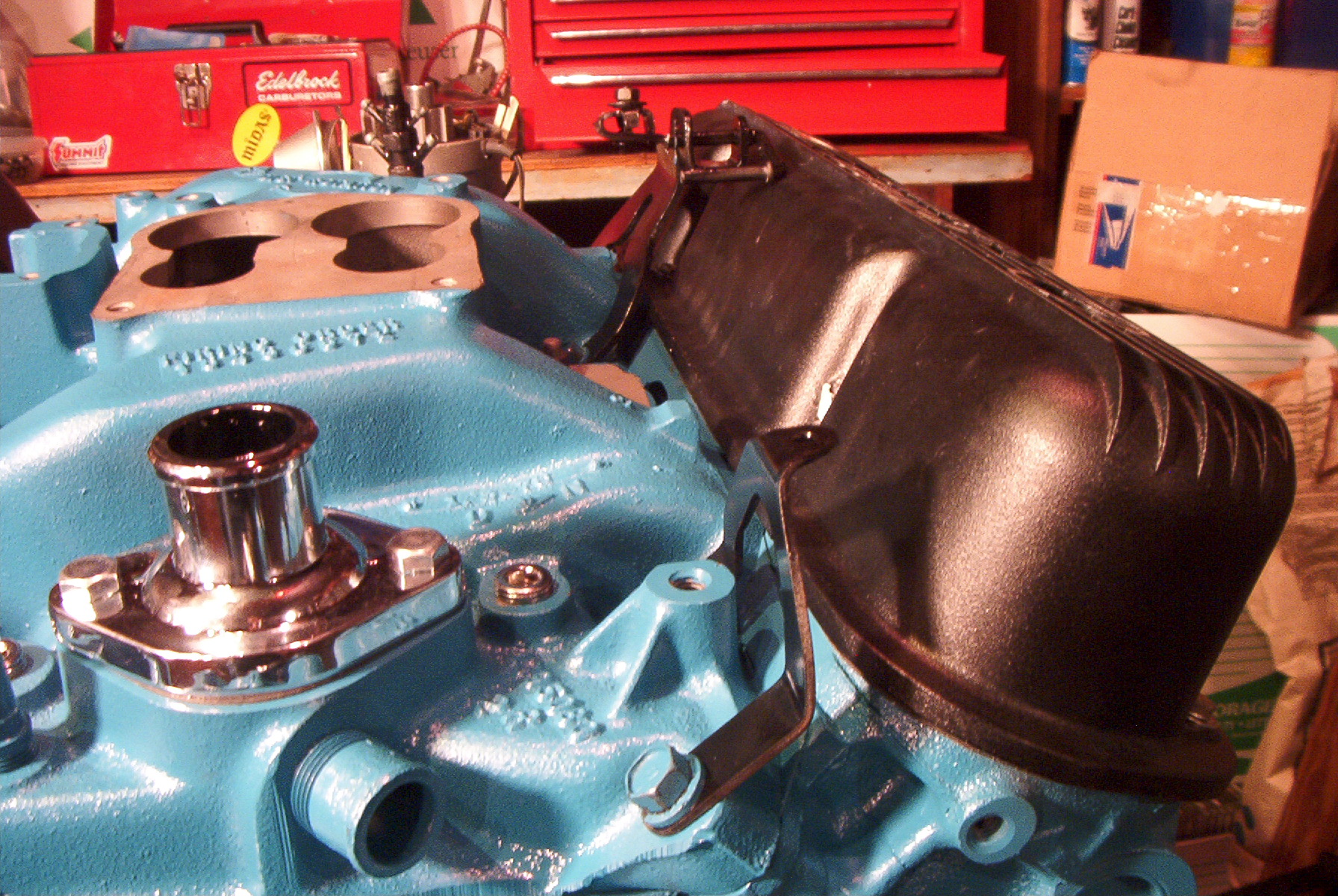
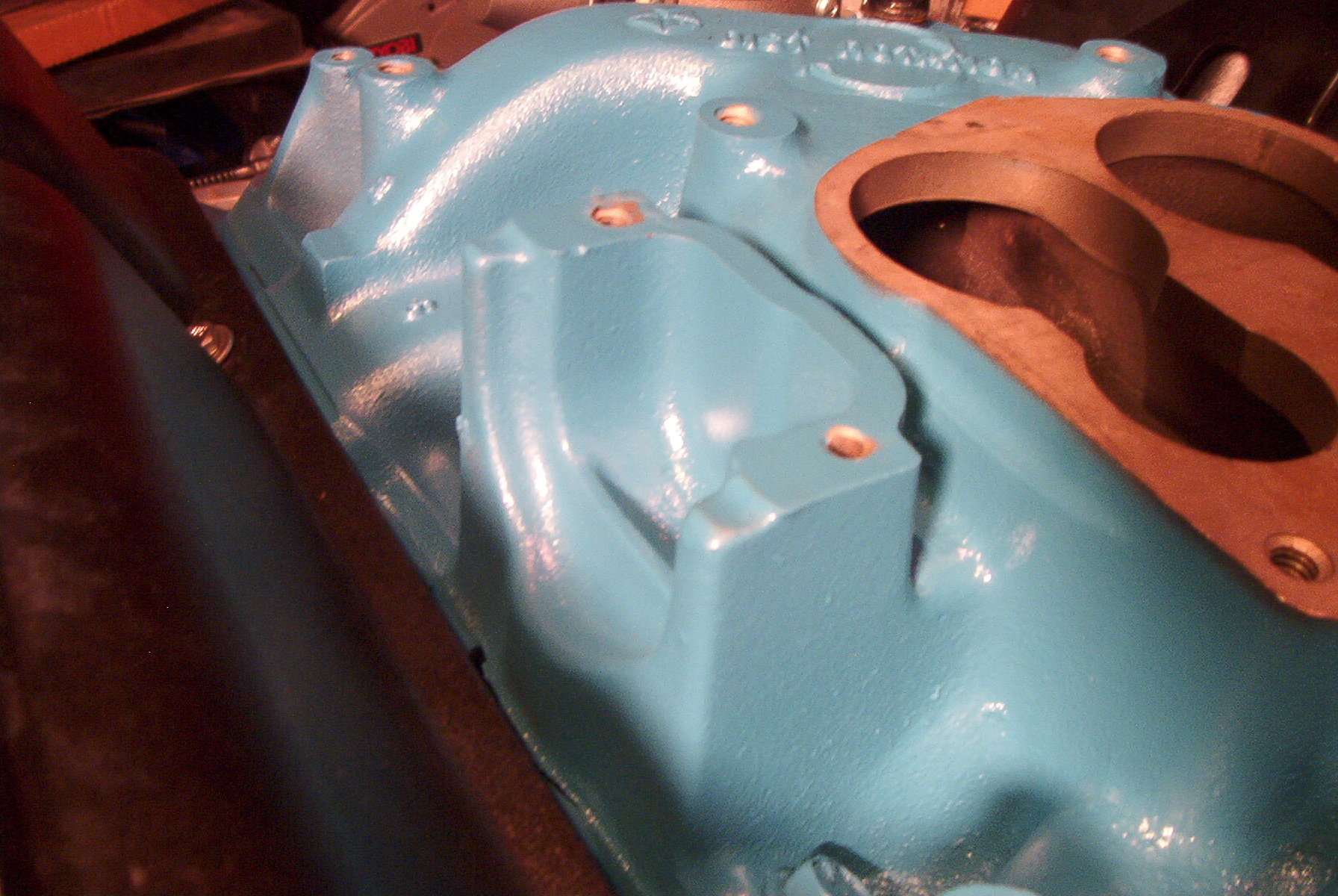
Three coats of Duplicolor blue later, and
the engine looks brand new. |
 |
The carburetor mount and EGR valve mount. |
 |
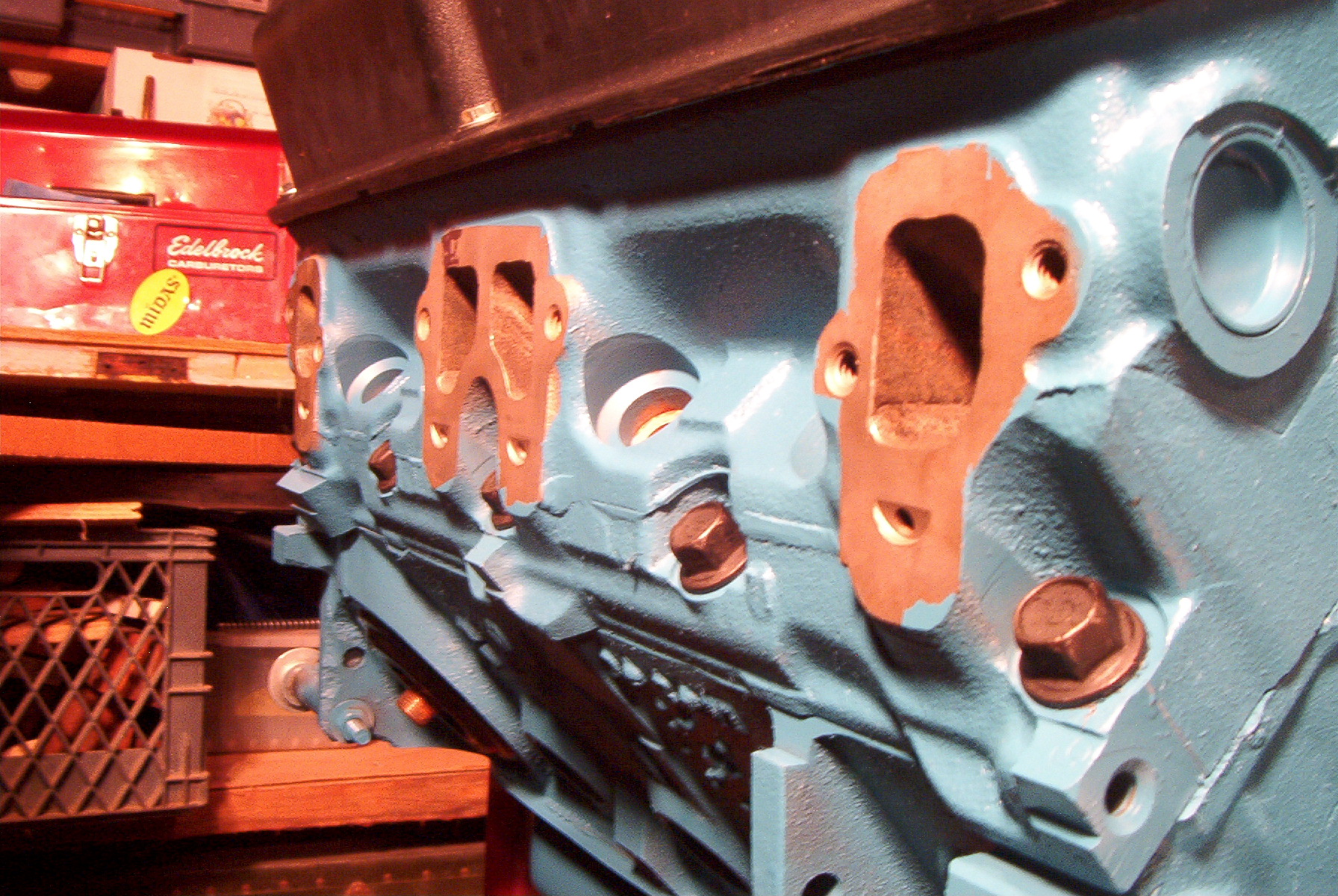
The exhaust ports. |
 |
The head bolts have been torqued down and
the valve covers installed, as well as the fuel pump, dipstick,
distributor, and water neck. The throttle linkages have also been
added. |
 |
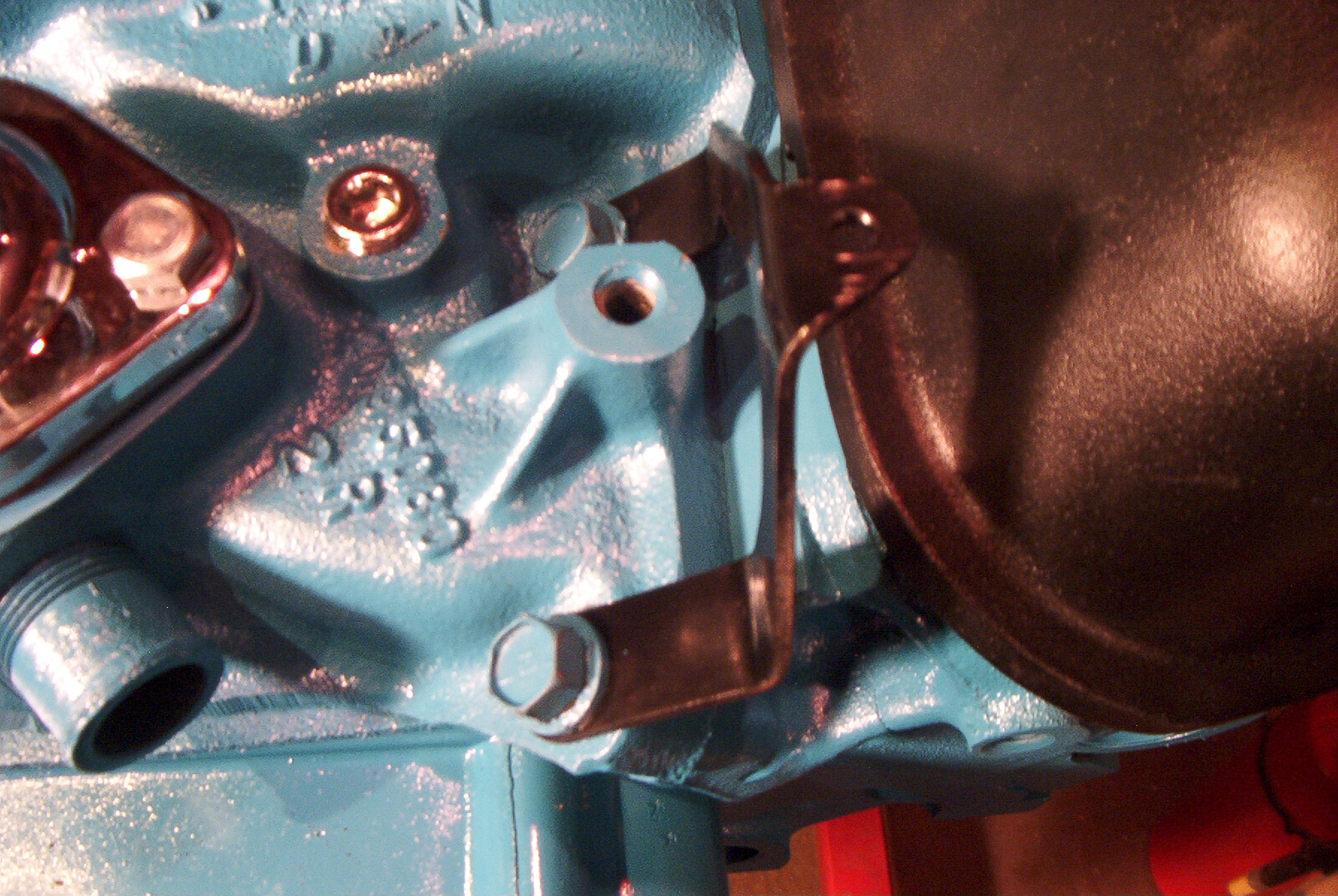
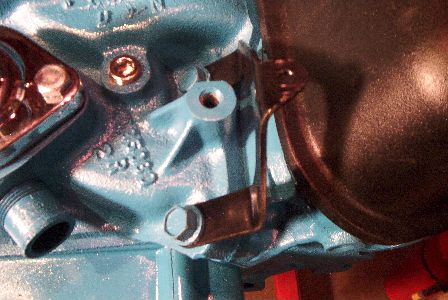
Close up of the water neck and throttle
return spring bracket. The throttle linkage can also be seen
toward the back. |
|
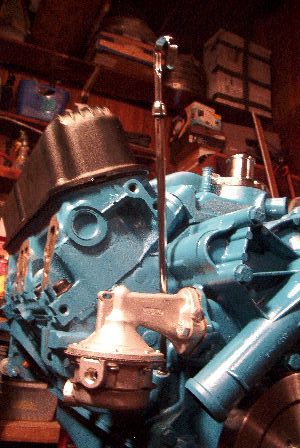 |
Fuel pump and dipstick. The water
neck and dipstick are the only chrome items on the motor, simply because
they aren't really available any other way. I'm not really a fan
of chrome, but I grew to like the dipstick and water neck because
they're not garish and obnoxious. |
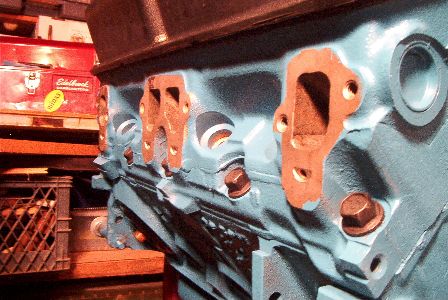 |
Exhaust ports and head bolts. They
were added after painting, which is why they're still black. |
 |
Throttle linkage and distributor. |
 |
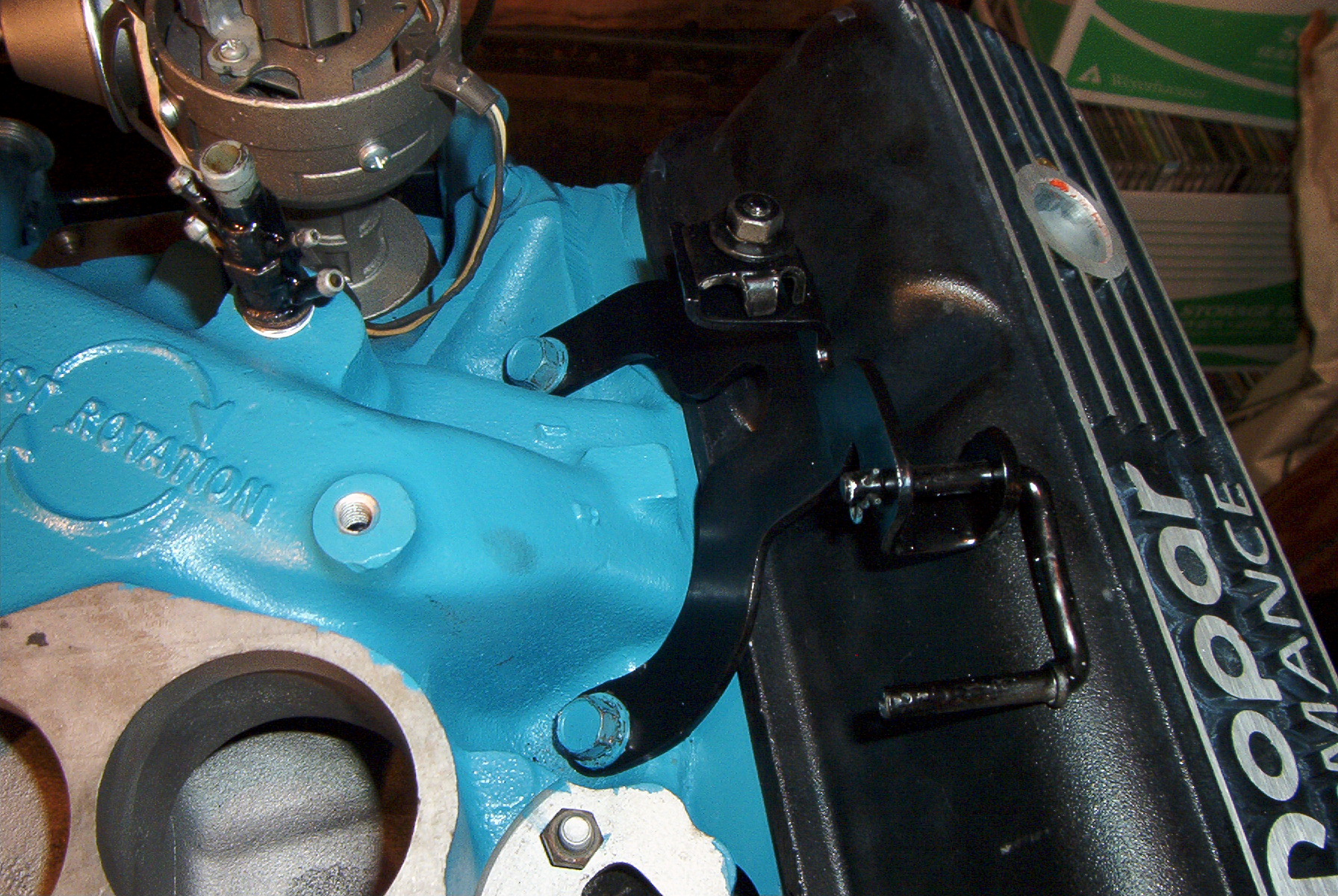
Throttle return spring bracket. This
is held in place by the intake bolts. |
 |
Throttle linkage, also held in place by
the intake bolts. |
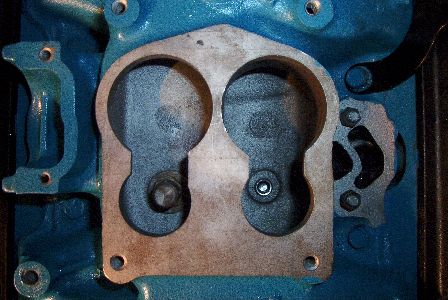 |
Carburetor mount. The chrome pipe
plug in the right side was installed to replace the rubber plug that was
originally there. Without that plug, there would be a massive
vacuum leak into the EGR system. |
 |
Thermostatic choke well. This is
where the choke element is installed, as it sits right above the exhaust
crossover. |
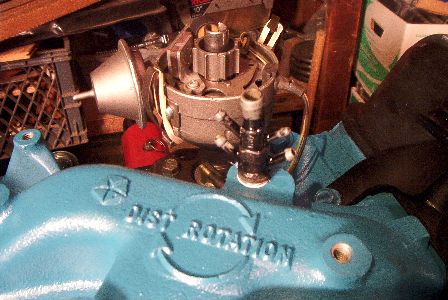 |
Distributor, with the rotation kindly
marked on the intake just in case I forget. |
 |
From left to right: intake
manifold thermal vacuum valve, EGR valve, and radiator thermal vacuum
valve. |

| The EGR valve, along with
its gasket and assortment of orifice washers. These restrict the
amount of exhaust gas flowing back into the motor. |

| An orifice washer is placed
in the valve. |

| The washer is then staked
into place with a center punch. |

| Thermal vacuum valve.
Above a predetermined temperature, 75 degrees in this case, this
switches on vacuum to the next switch in the EGR circuit. |

| Installed EGR valve.
This lets exhaust gases flow back into the motor for reburning and to
lower the combustion temperature in order to reduce NOx emissions. |
The engine is now virtually completely assembled. All that remains is
the carburetor, spark plugs, plug wires, cap and rotor, and reattaching the accessory brackets and
flex plate. However, I will have to use a flywheel first in order to break
in the motor, as I want to do that out of the car, so I won't have to yank it
back out should anything go wrong.
After the motor is entirely finished, work can start on the car itself.